
In manufacturing, inventory complexity rarely comes from part count alone. It comes from the way stock is spread across plants, departments, storerooms, maintenance cribs, line-side racks, receiving areas, quality hold zones, and finished goods locations, often with different local habits at each site. A part can be technically “in stock” and still be operationally unavailable because nobody can see where it is, whether it is usable, or which team controls it.
That is why multi plant inventory network management is not just a warehouse topic. It is an operations discipline that affects uptime, lead time, working capital, labour productivity, and the quality of decision-making across the whole manufacturing network. Recent supply-chain research also shows that many companies are redesigning production footprints for resilience, while weaker visibility still pushes firms toward higher inventory buffers as a costly stopgap rather than a durable operating model.
The core idea is simple, but difficult to execute well: a manufacturer should manage inventory as one connected network, not as a collection of isolated local stores. Multi-echelon inventory guidance makes this point clearly. Optimising each site independently can improve a local storeroom, but it does not necessarily place the right stock in the right place across the network. Network-level inventory thinking improves how much stock is held, what type of stock is held, and where buffer stock sits across connected locations. At the same time, planning guidance stresses that strong alignment depends on a common set of numbers and purposeful cross-functional involvement, so purchasing, production, maintenance, logistics, and finance are not responding to different versions of reality.
That is the central challenge of multi plant inventory network management in a real factory environment. You are not only asking, “How much inventory do we have?” You are asking, “How much of what do we have, where is it, what role does it serve, and who can act on it now?” In practice, that means making every meaningful storage point explicit, classifying parts more intelligently than simple spend rankings, placing stock according to service risk and network role, recording every movement cleanly, and giving departments a shared visual model of the operation. Inventory mapping is especially useful here because it treats rooms, racks, bins, departments, and temporary areas as operational addresses instead of vague labels, which makes visibility more useful for daily work, not just for reporting.
This article focuses on best practices for improving parts visibility across multiple departments in a manufacturing environment. It looks at why visibility breaks down, how strong manufacturers structure their multi-site inventory networks, what daily disciplines protect inventory accuracy, and how a visual system such as CyberStockroom can help teams organise stock by exact location and see parts across departments in a way that supports faster decisions and stronger accountability.
Why Multi-Plant Networks Lose Visibility
Visibility problems in a multi-plant network rarely come from one missing report or one inaccurate count. They usually build up through small operational gaps across plants, departments, storage areas, and workflows. When each site develops its own habits for naming parts, holding safety stock, recording movements, and retrieving materials, the network becomes harder to manage as a whole. The result is a familiar contradiction: too much inventory in some places, shortages in others, and no clear answer when teams need to know what is available, where it is, and whether it can be used.
Plants Start Solving Inventory Locally Instead of as a Network
The first reason visibility collapses is that many manufacturers still manage inventory as a set of local fixes rather than a connected network. One plant keeps extra bearings because another plant once ran short. Maintenance holds its own emergency stock because central stores feels too slow. Production builds unofficial line-side caches because storeroom retrieval takes too long. Purchasing raises an order while the same part is sitting unused at another site.
These behaviours are understandable, but together they create a network that carries more stock than it needs while still suffering from shortages. Multi-echelon inventory guidance warns against optimising facilities independently without accounting for interdependencies among stocking locations. Current manufacturing footprint research also shows that firms under pressure often resort to larger inventory buffers when visibility and risk awareness are not strong enough to support better decisions.
Poor Master Data Makes the Network Hard to Read
The second reason is poor information quality. Strong visibility depends on good master data and a common operational language. If one plant calls a part a “motor assy”, another calls it a “drive motor assembly”, and a third stores it under an OEM code only maintenance recognises, the network may be looking at three records for one item. The same problem appears in location data. “Warehouse”, “maintenance”, or “spares room” are too broad to support fast retrieval or reliable analysis.
Current planning research points to comprehensive, accurate master data as a foundation for visibility and scenario planning. Warehouse guidance also shows that bin-level mapping improves control and process visibility.
Without that foundation, dashboards may look busy but still fail the shop floor when someone needs an exact part location right now.
Transactions Do Not Always Match Physical Reality
A third cause is the gap between physical reality and transactional discipline. Inventory accuracy does not usually fail because teams do not care. It fails because receiving, put-away, picking, departmental issues, returns, and internal transfers are not recorded consistently enough to keep the system aligned with the floor.
Warehouse KPI guidance notes that poor inventory accuracy leads to back orders, dissatisfaction, and higher costs. Cycle counting guidance goes further, explaining that a sound control programme should validate stocking locations, locator systems, receiving, put-away, picking, and transaction management. It should then use variance investigation to eliminate root causes instead of simply correcting the numbers. If a manufacturer treats counting as a clerical task rather than a feedback system, visibility will decay no matter how good the software looks.
Part Classification Is Too Simple for Real Production Risk

Another common failure is oversimplified part classification. Many teams still classify stock mainly by value. That helps with financial control, but it does not fully protect production. ABC analysis remains useful, especially when paired with XYZ analysis to separate predictable demand from volatile demand.
But spare parts in manufacturing often need a broader lens. Research on spare parts classification shows that maintenance relevance, stockout consequences, replenishment time, supplier availability, and failure probability all matter. A low-cost item can still be operationally critical if its absence stops a line or extends downtime.
In other words, not all “important” items are important for the same reason. When manufacturers ignore that distinction, they either overprotect the wrong parts or underprotect the right ones.
Visibility Stops at the Record Instead of Reaching the Work
The last major reason is that visibility often stops at the record level instead of reaching the work itself. Even when quantities are technically correct, teams still lose time if storage design, slotting, and part retrieval are poor. Warehouse research shows that slotting and picking decisions strongly affect total operation times and warehouse performance. Storage-location assignment can also reduce travel distance and movement cost.
Broader WMS guidance also notes that picking is one of the most resource-intensive warehouse activities, and that inventory placement and travel path design directly affect efficiency.
In a multi-plant setting, poor visibility is not only a data problem. It is also a search-time problem, a labour problem, and often a schedule problem.
If it takes too long to find material inside one site, it will take even longer to manage material across several sites.
Best Practices for Multi Plant Inventory Network Management

- Start with one part language. Effective multi plant inventory network management begins with a single item identity that all plants and departments can recognise. Every part should have one primary record for description, unit of measure, manufacturer or supplier reference where useful, category, and any fields that matter for operational control. That does not mean every site uses identical stocking policies, but it does mean every site is looking at the same part definition. This matters because visibility depends on the network seeing one truth before it debates how much stock to hold where. Operational planning guidance stresses the value of a single set of numbers and purposeful cross-functional involvement, while network optimisation guidance highlights the importance of a single data model across planning and optimisation. Put simply, if your plants cannot agree on what a part is, they will never agree on where it should sit.
- Build a location hierarchy that mirrors the real world. A multi-plant network should be modelled from the top down and the bottom up at the same time: enterprise, plant, department, room, rack, shelf, bin, point of use. That hierarchy sounds simple, but it is where many manufacturer visibility projects succeed or fail. Inventory mapping guidance shows that useful maps include product locations, sub-locations, quantity levels, and temporary locations, while warehouse physical inventory guidance confirms that storage can and should be represented down to the bin level. If production, maintenance, and quality all rely on the same system, the hierarchy has to be granular enough for a technician, storekeeper, and planner to trust it in daily use. A “main warehouse” location might work in a finance report, but it is not enough when a line is waiting for a coupling and the operator needs to know the exact room and bin.
- Map exception spaces, not just tidy storage spaces. Manufacturers often map the obvious places and forget the messy ones. Yet the messy ones usually create the biggest blind spots. If receiving, quarantine, inspection, staged transfer lanes, repair returns, and temporary overflow are not explicit locations, material disappears into operational grey zones. Inventory mapping guidance specifically recognises temporary locations and process-oriented mapping because products do not only exist in fixed storage; they move through receiving, processing, distribution, and special handling points. For multi plant inventory network management, this matters because many shortages are not true shortages at all. They are visibility failures in exception zones. A part may be in the building but unusable, unconfirmed, or unmapped. The best practice is to represent these locations deliberately, assign clear ownership, and require that stock transitions into and out of them are recorded with the same discipline as regular storage.
- Segment stock by value, variability, and criticality together. ABC still matters. It helps teams focus attention where value and movement justify it. But ABC alone is not enough for manufacturing parts visibility. Pairing ABC with XYZ helps distinguish stable, predictable demand from erratic or unpredictable demand, and spare-parts research shows that industrial stocking policies improve when criticality factors are added to the picture. In practice, this means manufacturers should distinguish at least four broad groups. First, high-volume, stable consumables that need tight replenishment and frequent counting. Second, volatile but used production materials that need flexible local buffers. Third, maintenance and spare parts where stockout consequences may be severe even if demand is low. Fourth, slow-moving or obsolete material that should be tightly controlled, pooled, or removed. Strong visibility comes from recognising these differences, because the right part policy depends on why the item matters, not only on how much it costs.
- Position inventory by role across the network, not by habit inside a plant. This is where multi plant inventory network management becomes strategic. Network optimisation guidance argues that inventory should be positioned with the interdependencies of the network in mind, not site by site in isolation. At the same time, current disruption research shows that companies are under pressure to rethink fulfilment strategies, sourcing risk, and network agility on a continuing basis. In day-to-day manufacturing terms, that means deciding which items belong in a central hub, which should be duplicated by plant, which need department-level buffers, and which belong only at point of use. A slow-moving, expensive, long-lead motor may be better pooled centrally if reliable transfer is fast enough. A low-cost seal that can stop a line may deserve duplication close to use. A frequently used fastener may justify line-side stock under disciplined min-max control. Good stock placement is not about centralising everything. It is about matching service risk to network position.
- Match replenishment logic to the way material is consumed. Not every part should be replenished in the same way. Distribution guidance notes that in a pull system, downstream facilities plan timing and quantity of replenishment from upstream supply points using methods such as reorder point or distribution requirements planning. That principle is useful inside a manufacturing network as well. Stable departmental consumption often suits reorder-point or min-max control. Centrally pooled distribution stock may need transfer planning across plants. Dependent-demand components linked closely to production schedules need planning that stays connected to the build plan rather than to simple historical averages. Slow-moving critical spares may need policy-driven stocking with service-level logic, not frequent replenishment cycles. The practical point is this: visibility improves when each item has a replenishment rule that fits its demand behaviour and network role. Otherwise, planners are forced to fight noise, and plants start carrying unofficial cushions to compensate.
- Treat every movement as meaningful. Manufacturers often underestimate how quickly accuracy falls when internal movements are casual. A part moved from central stores to maintenance, from maintenance to the line, from the line to quality hold, and then back to stores can generate four opportunities for the record to drift from reality. Inventory mapping guidance recognises check-in, check-out, and transfer functions as core controls because movements are what change the truth of inventory. This is why multi plant inventory network management needs hard rules: no stock becomes available until it is received and put away into a named location; no inter-department issue happens without transaction capture; no plant-to-plant transfer is treated as an informal phone call; and no return comes back into usable stock until it is inspected and placed in the correct status location. Visibility is not created by “showing stock”. It is created by protecting the chain of movements that makes stock trustworthy.
- Make cycle counting part of daily work, not a rescue effort. Strong inventory networks are counted continuously. Warehouse guidance describes cycle counting as less disruptive than large physical counts and better suited to routine operations, especially when fast movers are checked more often than slow movers. Detailed cycle counting guidance adds an important point: the purpose is not only to find errors, but to identify variance causes and eliminate them. That distinction matters. A mature manufacturer does not celebrate that it found thirty discrepancies. It asks why those discrepancies happened, whether they came from receiving, put-away, picking, timing, or local workarounds, and what process change will stop them repeating. When cycle counting is run this way, multi plant inventory network management becomes steadily more accurate over time, because the network learns where its records break and tightens controls where they matter most.
- Reduce search time through disciplined slotting and layout design. Visibility is only valuable if it leads to fast retrieval. Research on warehouse slotting shows that storage-location assignment directly affects travel distance, movement cost, and picking efficiency, while broader warehouse guidance notes that item placement and travel paths influence time and cost materially. In manufacturing, the practical rule is to store with use in mind. Fast-moving items should sit in the easiest access positions. Frequently paired items should be physically near each other. Maintenance spares should be grouped in a way that reflects actual downtime response, not old cabinet ownership. Heavy or awkward items should be stored to reduce handling friction. High-value items should have controlled but not impractical access. For multi plant inventory network management, slotting should also be consistent enough that a technician or material handler moving between plants can understand the logic quickly. Search time drops when location design is intentional, and accuracy rises when intuitive storage reduces the temptation to put parts “wherever there is space”.
- Make visibility cross-functional, not departmental. Inventory is touched by more than stores. Planning depends on it, purchasing responds to it, production consumes it, maintenance protects uptime with it, logistics moves it, and finance values it. Planning guidance on sales and operations planning emphasises balancing supply and demand through a common set of numbers and cross-functional involvement, and manufacturing footprint research shows that leading companies are moving away from “set and forget” network thinking toward continuous reassessment of network, capacity, and fulfilment decisions. In a manufacturing environment, that means creating a regular operating rhythm in which departments review the same visible picture of shortages, transfers, aged stock, excess, critical spares, and at-risk service levels. The most practical governance model is not complicated: a daily operational view for urgent shortages and movements, a weekly cross-functional review for inventory health, and a monthly network review for policy, buffers, and structural stock decisions. Visibility improves fastest when it becomes a management habit, not a reporting feature.
- Keep the system easy enough for the floor to trust. One reason informal stockrooms and hidden departmental caches survive is that the official process feels slower than the workaround. Good multi plant inventory network management therefore depends on usability as much as policy. Inventory optimisation guidance highlights the need for visibility tools that are easy to use and transparent in how they support decisions, while practical mapping tools simplify onboarding by giving teams a shared visual understanding of the layout. For manufacturers, this translates into plain location names, clear ownership, straightforward movement rules, simple scanner-based transactions where useful, and a shared visual model that reduces training effort for new stores staff, technicians, and supervisors. If the system is obscure, people will route around it. If the system helps people find, move, and confirm stock quickly, they are far more likely to protect its accuracy.
How CyberStockroom Improves Multi-Department Parts Visibility
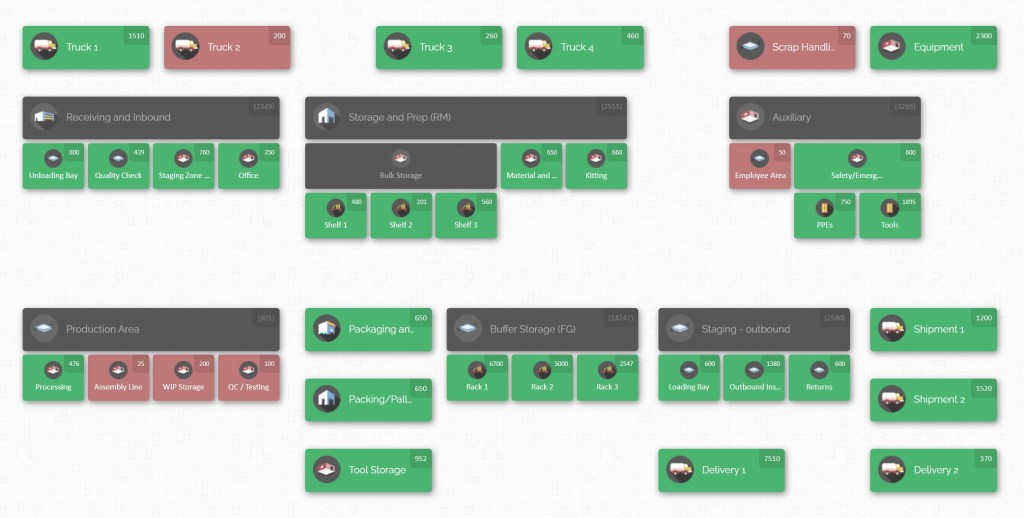
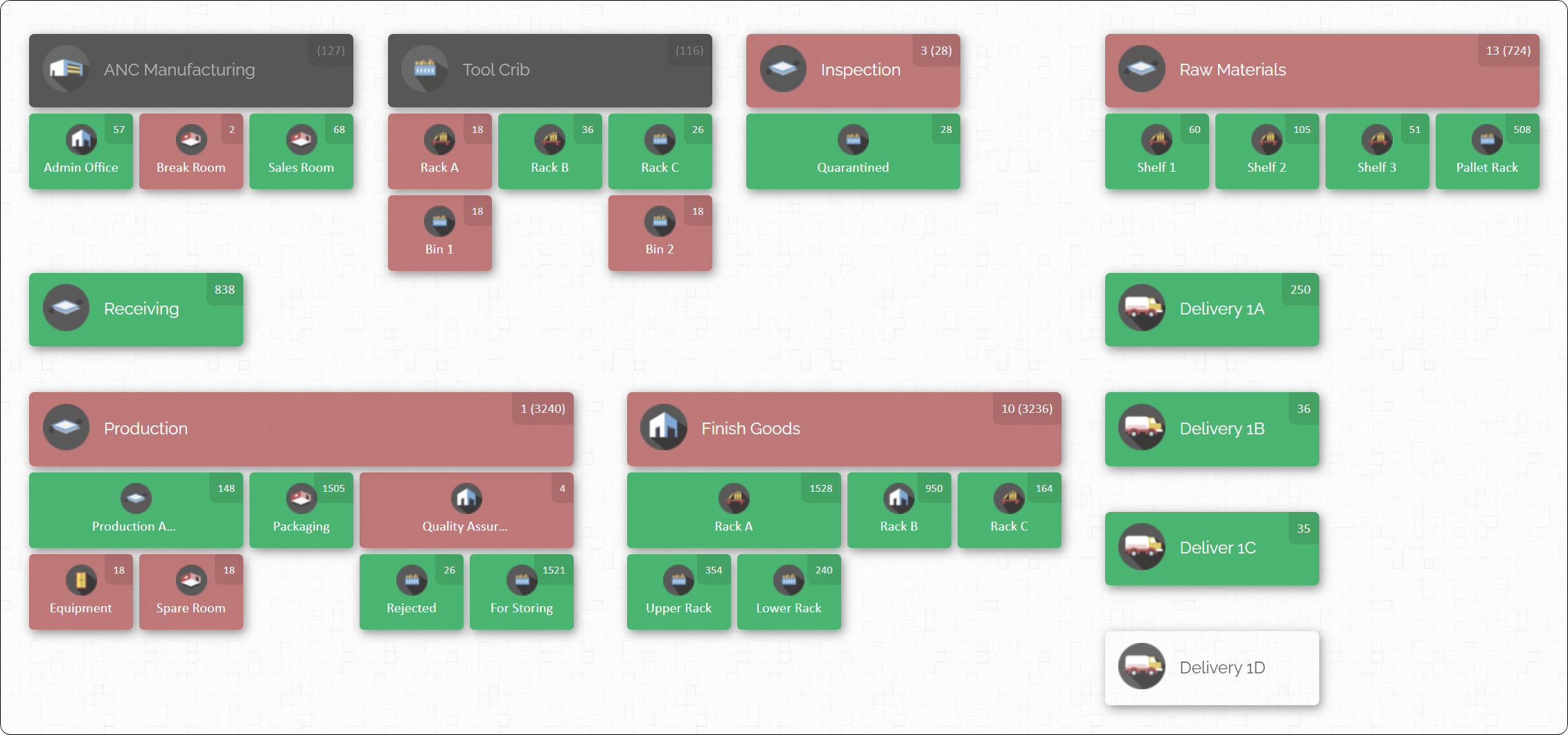
CyberStockroom supports multi plant inventory network management by turning location structure into something operationally useful. Instead of treating inventory as a flat list, it lets teams build a visual map of the business and organise stock around locations and sub-locations that match the real world. Official product pages describe maps that can represent buildings, rooms, racks, bins, yard zones, staging areas, and other physical spaces, and manufacturing examples show layouts spanning offices, tool cribs, raw materials, production, finished goods, and logistics. That matters for manufacturers because full parts visibility rarely lives in one warehouse. It lives across the many places where material is received, stored, consumed, inspected, held, or transferred.
This map-based approach is especially useful for multi-department parts visibility because it gives every team a shared way to interpret the operation. A buyer can understand where stock is held. A stores team can see exact locations. Maintenance can identify where a spare is stored. Production can understand what is line-side and what is still in central storage. Quality can isolate stock in a defined temporary or hold location. New staff can learn the layout visually rather than relying on memory and tribal knowledge. CyberStockroom’s mapping pages explicitly position this visual model as a way to improve communication, reduce search time, simplify onboarding, and organise high-traffic environments into labelled, navigable spaces. For manufacturers, that shared picture is one of the fastest ways to reduce friction between departments that all rely on the same parts but do not always see the same stock reality.
At the location level, CyberStockroom enables teams to zoom into a location and view its contents, quantities, and sub-locations. It also allows products to carry images, barcodes, and custom fields so that parts are easier to identify and distinguish. That combination is valuable in manufacturing environments where part confusion creates real waste, especially with similar fasteners, motors, electrical components, or maintenance spares that differ by revision, manufacturer, or specification. Custom fields can hold business-specific information such as manufacturer, supplier, category, or other attributes the operation needs to search and manage stock well. In practical terms, this means departments do not have to work from vague location labels plus memory. They can work from a visual location plus structured part information, which tends to improve both retrieval speed and record confidence.
CyberStockroom also supports the part-distribution question that causes so much delay in multi-site operations: where else do we have this item? Its inventory visibility features allow a user to scan or select a product and see its distribution, quickly locate it, and assess quantities visually. For manufacturers, that is one of the most practical aspects of the platform. If Plant A is running short and Plant B may have surplus, the value is not only in confirming total network stock. The value is in seeing how that stock is distributed by location and department so a transfer decision can be made confidently. This is exactly where multi plant inventory network management usually breaks down in spreadsheet-led environments. Total stock may be visible, but actionable stock location is not. CyberStockroom closes that gap by tying visibility to locations, not only to item totals.
For day-to-day stock organisation, CyberStockroom’s drag-and-drop transfer feature is a strong fit with manufacturing movements between departments and plants. Items can be moved between locations or sub-locations with drag and drop, and that teams can perform cycle counts and adjustments directly in that visual context. In operations terms, that supports common actions such as moving material from receiving to stores, from stores to a department location, from central spares to maintenance, or between staging and active use points. Combined with check-in, check-out, and transfer tracking, it reinforces the rule that material should always belong to a clear location. That is critical for inventory accuracy, because every improvement in visibility rests on reducing the gap between where stock actually sits and where records say it sits.

CyberStockroom also lowers the barrier to getting structured inventory into the map. Parts can be added manually, through barcode scanner input, or by importing from a spreadsheet. That is useful for manufacturers that have grown through local spreadsheets, department stock lists, or plant-specific catalogues and need a more visible operating model without manually rebuilding every record one by one. Scanner support also matters because the platform accepts scanner input for products and locations, helping teams add, find, and move items while reducing manual entry effort. For a manufacturer trying to improve multi-department parts visibility, this combination is practical: map the plants and departments, load the core item catalogue, organise stock by exact location, and use scanning and simple transfers to keep the map aligned with the floor.
The most useful way to think about CyberStockroom is not as a substitute for process discipline, but as a visual operating layer that strengthens it. If your best practices are already clear, such as one location language, defined exception zones, disciplined transfers, and regular cycle counts, CyberStockroom makes those practices easier to see and easier to execute. If your practices are weak, the map will reveal where location logic is too coarse, where departments still hide stock, and where plant-to-plant visibility is not yet good enough. That is why it fits naturally into multi plant inventory network management. It supports inventory mapping, location tracking, stock organisation, and part visibility across departments in a way that manufacturing teams can use in daily work, not just in end-of-month review.

Metrics, Governance and Continuous Improvement
The best inventory networks are managed with a scorecard that reflects both accuracy and usefulness. Inventory record accuracy is one obvious measure, but it is not enough on its own. Warehouse KPI guidance points to inventory accuracy and inventory turns as essential measures of inventory health, while warehouse analytics guidance highlights metrics such as inventory accuracy, line fill rate, order cycle time, and distribution cost. For a manufacturer, a practical dashboard should include at least these measures: record accuracy, location accuracy, cycle count completion rate, unresolved count variances, plant-to-plant transfer lead time, stockouts that affect production or maintenance, emergency purchases or emergency transfers, aged or obsolete stock, and turns by item class. The point is to measure not only whether the books are correct, but whether the network is supporting flow, uptime, and sensible working-capital use.

A useful governance rhythm sits on top of those numbers. Daily reviews should focus on service risk: shortages today, urgent transfers, line-side replenishment gaps, maintenance-critical parts, and items stuck in receiving or inspection. Weekly reviews should focus on control and alignment: count variances, repeated location errors, excess in one plant and shortages in another, ageing stock, and actions owned by specific departments. Monthly reviews should be network reviews: which buffers are too high, which parts should be pooled or decentralised, which policy changes are needed, and whether the network still reflects current demand, lead time, supplier reliability, and plant roles. Planning guidance on cross-functional alignment is relevant here because visibility improves most when departments manage the same picture together rather than escalating separate local symptoms.
Cycle counting should sit at the centre of this governance model because it closes the loop between metrics and process improvement. Detailed cycle counting guidance recommends setting accuracy targets, tracking variance causes, and using the results to improve controls continuously. Warehouse physical-inventory guidance also notes that fast movers can be counted more often and that cycle counting integrates better into routine operations than large periodic counts alone. In practice, that means the count programme should be class-based and cause-based. A items and fast movers deserve more attention. Critical spares with high stockout impact deserve disciplined verification even when movement is low. Repeated location variances should trigger storage or transaction redesign, not just recounts. The best manufacturers use counting to learn where the operating system is weak, then change the process so the same error becomes harder to repeat.
Continuous improvement in multi plant inventory network management also depends on seeing visibility as a capability, not a one-time project. Current manufacturing network research argues that agile production networks require continual reassessment, while visibility research shows that companies with strong dashboards and strong master data are better positioned to avoid disruption. For manufacturers, that means the network map, stocking rules, and departmental location model should be reviewed as the business changes. New product lines, departmental expansion, plant specialisation, or changes in supplier reliability all affect where stock should sit and how clearly it must be seen. The target is not a perfect static model. The target is a network that can stay accurate and understandable as operations change, because that is what protects service levels without letting inventory sprawl become the default answer to uncertainty.
Conclusion
Strong multi plant inventory network management is built on a simple principle: every part should have a clear identity, a clear purpose, and a clear location within the wider manufacturing network. Once that principle is applied consistently, parts visibility improves across departments, search time falls, duplicate buying becomes easier to spot, and inventory policy can be based on service risk and flow instead of local guesswork. The companies that do this well do not manage plants as isolated islands. They manage the whole network, with deliberate stock placement, disciplined movements, and shared visibility across production, maintenance, quality, stores, and logistics.
The practical best practices are clear. Standardise part data. Build a location hierarchy that matches reality. Map temporary and exception zones. Segment inventory by value, variability, and criticality. Position stock by network role. Use replenishment rules that fit actual usage. Record every movement. Count continuously and fix root causes. Design storage for retrieval speed, not just for capacity. Review the same numbers across departments. When these disciplines work together, full parts visibility stops being a slogan and becomes part of everyday manufacturing control.
CyberStockroom fits naturally into that model because it gives manufacturers a visual way to organise stock by exact location, see how parts are distributed across sites and departments, and manage movements in the same context that teams use to find parts. With a map that reflects the real operation, locations and sub-locations that make sense to the floor, and tools that support scanning, transfers, and stock organisation, teams can build the kind of visibility that multi plant inventory network management requires. For manufacturers trying to improve operational efficiency, inventory accuracy, and cross-team alignment, that combination is not cosmetic. It is practical control.





Leave a comment