
The safe and efficient operation of a manufacturing plant depends on knowing exactly what stock you have and where it is located. In a busy plant environment, parts and raw materials (especially hazardous chemicals) move rapidly between receiving, storage, production and maintenance areas. Without clear visibility, team members waste time searching for items or end up duplicating orders. Worse yet, a lack of up-to-date chemical inventory data can lead to safety or regulatory lapses.

In this article, we’ll cover industry best practices and practical steps for achieving full parts visibility and accurate inventory control in manufacturing facilities, while ensuring compliance with safety regulations.
To meet quality and safety standards, every business that handles hazardous chemicals must maintain an accurate chemical inventory. Regulations and local laws require a detailed list of all hazardous substances on site and accessible Safety Data Sheets (SDS) for each. These reports typically demand details such as chemical names, quantities, storage locations, and hazards. Good inventory practices – like scanning inbound shipments, logging storage locations and updating usage records – make compiling this information straightforward. For instance, linking each chemical in the inventory system to its SDS entry and tracking its bin location ensures that any auditor or emergency responder can quickly find up-to-date hazard and quantity data. Proper inventory management thus becomes an integral part of regulatory compliance, helping avoid fines, spills or emergency missteps by maintaining a clear audit trail of who handled each material, when and where.
The Importance of Visibility Across Departments
In practice, many manufacturers discover that poor parts visibility is one of the biggest hidden bottlenecks in operations. It is common for maintenance techs to hear that “the part is in the system” but still not find it on the shelf, or for production planners to place an order not knowing a surplus already exists elsewhere in the plant. When teams have fragmented records (for example, a parts list on one computer, a spreadsheet in another, and handwritten logs in the storeroom), duplicate orders and stockouts can happen simultaneously. This leads to excess inventory sitting idle in one area and shortages causing production delays in another.

By contrast, a cross-department view of inventory means every stakeholder – inventory clerks, production supervisors, and procurement – is looking at the same live data. Each item has a unique identifier (a SKU or part number) and is associated with a specific physical location (for example, “North Bin 3” or “Rack A5”). With such a system, teams can search the database or map and immediately see that a critical resistor, acid drum or machine bearing is already on site and exactly where it is stored. This shared visibility not only prevents wasted searches and unnecessary buying, but also greatly improves operational planning. For example, knowing multiple plants share a pool of parts allows one plant to loan items to another in need, rather than both over-ordering the same spares. In short, when everyone uses one accurate inventory source, entire plant operations become smoother and more cost-effective.
Best Practices for Inventory Tracking and Organization

Achieving full inventory visibility requires a combination of good processes and the right tools. The following practices are proven to boost accuracy and efficiency across multiple teams:
- Centralize inventory data in one system. Maintain a unified inventory database rather than disjointed spreadsheets. Use an inventory management system (IMS) or simple database that covers all locations and departments. When each receipt, transfer or issue of parts or chemicals is logged in one platform, every team from procurement to production sees the same information. A cloud-hosted system is ideal because updates happen in real time and can be accessed by mobile barcode scanners or terminals across the plant. This prevents mistakes like one storeroom overstocking a chemical simply because it didn’t know another site had surplus.
- Implement real-time tracking with barcodes. Tag every part, package or container of chemicals with a barcode or QR code. When items arrive, are moved, or consumed, scan them with a handheld reader so the system’s counts update instantly. This greatly reduces manual entry errors. For very busy areas, consider RFID tags on pallets or high-value bins so that readers in doorways can detect multiple items at once. Even simple numbered labels on shelves and bins, which are scanned during moves, ensure the system always knows an item’s location. Regular scanning (for example, scanning everything during receiving, putaway, picking and shipping) keeps the digital inventory in sync with reality.
- Standardize labels, locations and procedures. Every part or chemical should have a unique identifier (SKU or material code) and clear label. All storage racks, bins, and rooms should be labeled consistently. For example, use a logical location scheme like Building A → Room 101 → Rack 3 → Shelf B. Establish standard operating procedures for inventory transactions: require that incoming shipments be checked and fully recorded before parts go on the shelf, and that any transfer or withdrawal of items is immediately scanned into the system. Having written steps (and training everyone on them) prevents “shadow inventory” – cases where an item is moved or used but never logged, so it seems to vanish from the system. Consistency in process means a new or temporary worker can quickly learn how to scan and place parts correctly.
- Use regular audits and cycle counts. Even with automated systems, discrepancies can creep in over time. Set up a schedule of routine cycle counts to verify stock. Rather than shutting down the warehouse for a once-a-year physical count, cycle through the inventory in small batches (for example, 5–10% of SKUs each month). Give priority to your most critical or fast-moving items (an ABC class approach), so they get counted most often. Each count compares the system’s on-hand quantity to the physical count; any mismatch is investigated immediately to fix data errors or locate misplaced stock. Periodic full audits (especially of high-risk areas like hazardous chemicals storage) further boost confidence that the digital records match the real inventory. Accurate counts are the foundation of visibility – the best tools can display stock levels, but those levels only guide good decisions if they’re correct.
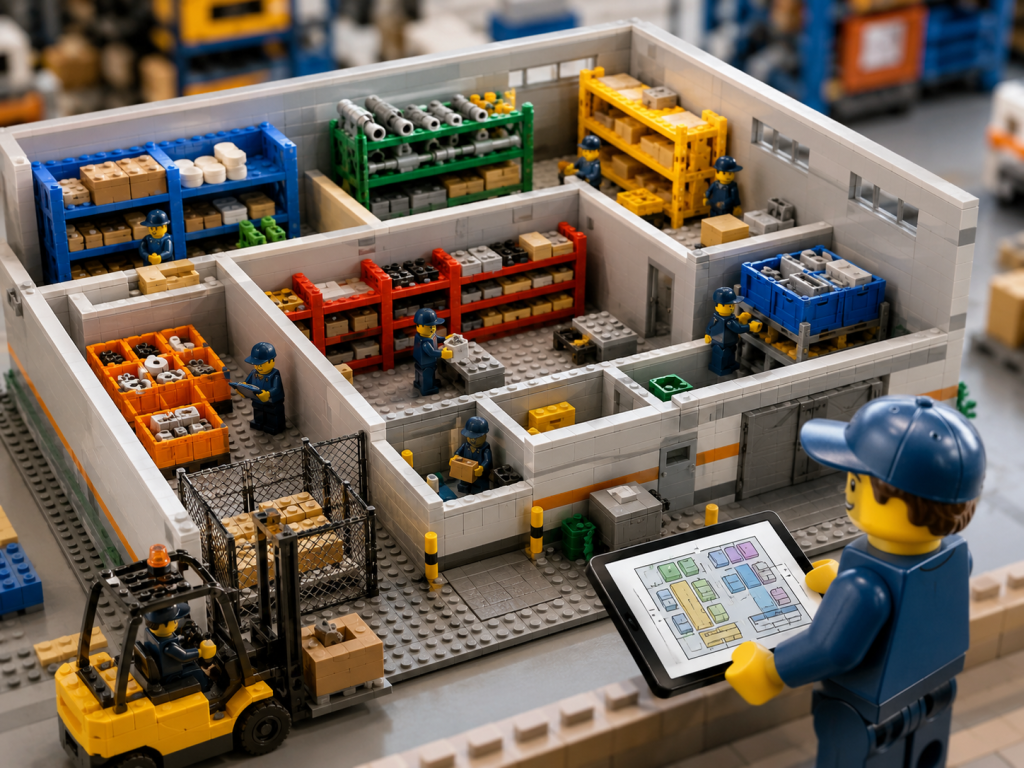
- Visualize inventory with maps and dashboards. Data is most useful when presented in an intuitive way. A visual dashboard or layout map of your plant can show stock levels and locations at a glance. For instance, an interactive floorplan might depict the plant floor divided into zones (receiving, processing, storage, etc.). Clicking on a zone or bin then lists the specific items and quantities. This real-time picture lets anyone spot shortages or overages immediately. Instead of paging through text reports, teams literally see where parts sit and what condition they’re in.

- Organize storage by category and priority. Group similar parts and chemicals together to speed retrieval. For raw materials, consider organizing by material type or compatibility. For example, flammable solvents go in a fire-rated cabinet, corrosive acids in a separate cabinet, and non-hazardous items in general racks. Label each shelf or bin clearly (with part range, material type or hazard label) so anyone walking into the stockroom immediately recognizes what’s there. Within each area, use 5S principles (Sort, Set in order, Shine, Standardize, Sustain) to keep shelves neat: purge obsolete stock, arrange frequently used items at eye level, and mark bin locations on the floor. Good physical organization not only saves pick time but also improves safety – chemicals stored by compatibility reduce the risk of accidental reactions or spills. Maintaining tidy, well-labeled storage is a simple best practice that pays dividends in both efficiency and compliance.
- Analyze data and forecast demand. Beyond day-to-day counts, use inventory metrics to drive improvements. Track KPIs like inventory accuracy (percentage of records matching physical counts) and order fill rate (percent of orders met from stock). If accuracy is slipping, there may be process gaps to fix. If fill rate is low for a part, adjust reorder levels or investigate lead-time issues. Regularly review inventory reports for trends: maybe one department consistently uses more of a chemical than recorded, or a spare part is overstocked. Modern inventory systems allow exporting data to analytics tools for deeper insights. By turning raw data into forecasts and thresholds, you ensure the plant carries the right stock at the right time – reducing emergency orders and tying up less capital.
- Train and engage your team. Finally, ensure that staff understand why inventory accuracy matters. Provide training on any new system or scanner, so everyone knows how to log receipts and transfers. Explain how lost or hidden parts can halt a production run or violate a permit. Create accountability by assigning clear ownership for inventory updates (for example, the person who takes an item is responsible for scanning it out). Encourage a culture where teams treat inventory like a shared resource: for example, a maintenance tech returning a spare part should scan it back into the correct bin so others can find it later. Celebrate successes (“We found 100% accuracy in last week’s count!”) to reinforce good habits. An empowered, well-trained team is the last key piece – even the best system won’t work unless people consistently use it.
Safe Storage and Handling of Hazardous Materials

Any list of inventory best practices must address the unique demands of hazardous chemicals. Handling flammables, corrosives, toxins and other dangerous substances safely is critical for compliance and protecting workers. Some additional guidelines include:
- Label and store by hazard class. Every chemical container must carry a compliant label (with its chemical name, hazard pictograms, etc.). In the inventory system, record the hazard category (for example, flammable liquid, oxidizer, corrosive). Group chemicals so that only compatible types share a storage area. For example, keep oxidizers separate from fuels and acids separate from bases. Use designated cabinets for flammables and corrosives, with ventilation or spill containment as required. Ensure that storage locations themselves are clearly labeled with the types of hazards stored there. This segregation reduces risk of dangerous reactions.
- Maintain SDS and safety info access. Part of inventory control is having Safety Data Sheets on hand. Anyone checking the inventory can pull up the SDS for handling instructions. It’s good practice to keep SDS libraries organized alongside the inventory – both in print (binders) and digitally. Regularly check that all SDS are up-to-date. In an emergency, responders rely on knowing exactly what and how much chemical was present; an accurate inventory tied to SDS ensures rapid, correct information is available.
- Track batch and expiration information. Many chemicals have shelf lives or require inventory rotation. Record batch numbers and receipt dates in your system, and note expiration or re-test dates for sensitive materials. By doing FIFO (first-in, first-out) management or flagging old stock, the plant minimizes waste and prevents degraded materials from causing quality or safety issues. This level of detail in inventory tracking supports consistent quality and environmental compliance.
- Follow 5S and clean storage practices. Keep hazard storage areas clean and orderly. According to lean manufacturing principles, workspaces (including stockrooms) should be free of clutter and non-essential items. Store chemicals off the floor on pallets or racks, keep spill kits and PPE nearby, and inspect tanks or drums regularly for leaks. This not only improves safety, it also makes counting and finding items easier. For example, clearly mark aisles and shelves with floor tape and signage. When everyone knows exactly where each chemical or part belongs, both daily operations and emergency drills run much more smoothly.
- Document procedures. Just as with parts, establish clear procedures for handling hazardous materials. For example, before a new chemical is brought on site, log it into the inventory system and update your hazard inventory. Require approvals for high-risk substances. When a chemical is used up, have someone sign off on its removal. If a container is partially used and returned to storage, it should be scanned or logged. These extra steps build a complete audit trail. Auditors, insurers and emergency responders all look for such records to verify that controls were followed. Integrating hazard inventory into your standard processes shows regulators you are proactively managing risks.
By organizing hazardous materials with the same attention as other stock – but with the added steps above – a plant can greatly reduce its environmental footprint and liability. Well-organized chemical stores, combined with disciplined tracking, ensure that safety and efficiency go hand in hand.
Map-Based Inventory Visibility with CyberStockroom
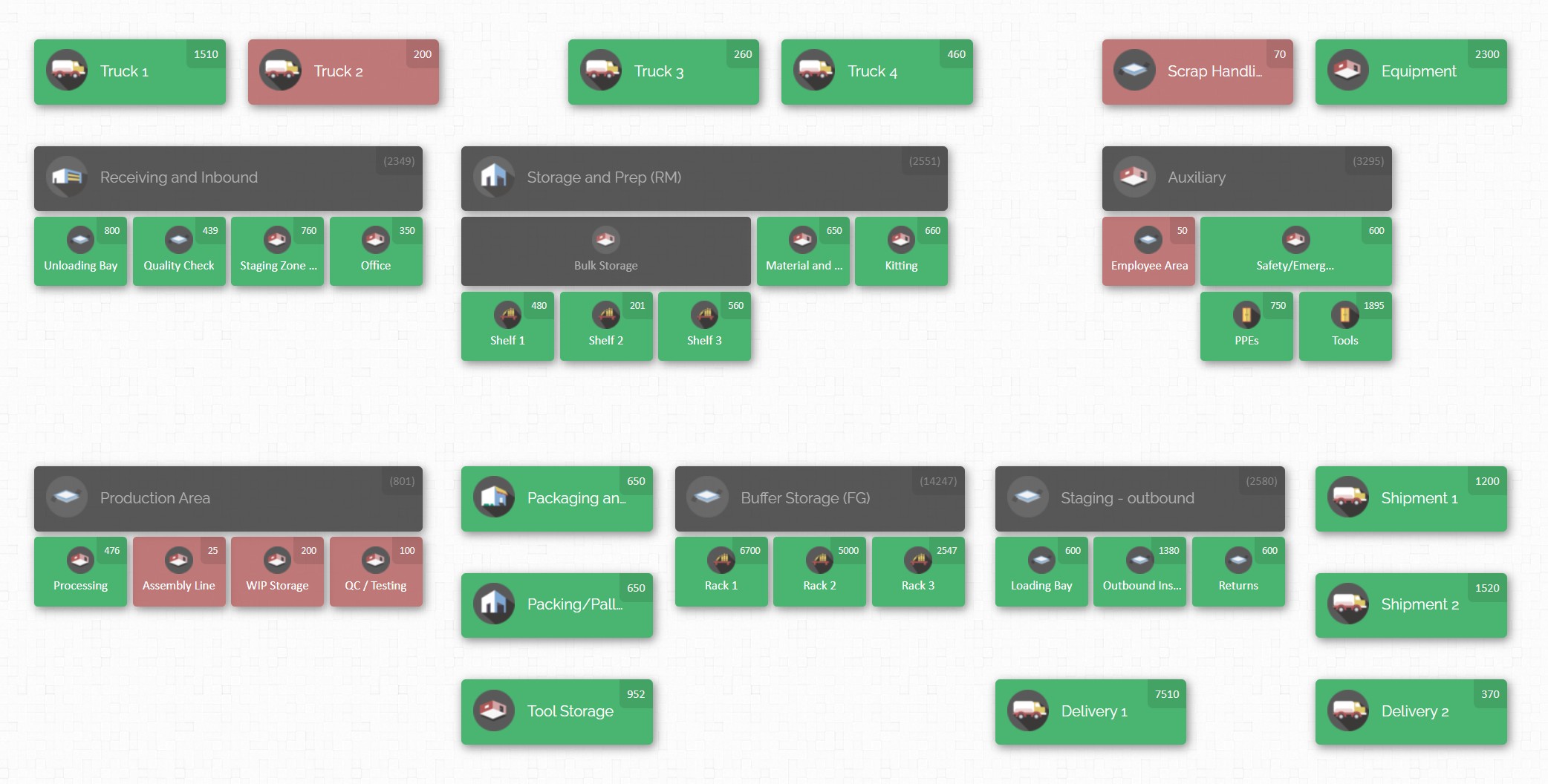
Modern software tools can bring best practices together in one intuitive package. For example, CyberStockroom is built around a visual inventory map designed for industrial settings. With CyberStockroom, you can create a digital layout of your entire operation: map out each warehouse, stockroom, yard zone or vehicle in the plant as a location on screen. The platform then ties each part or chemical to its place on the map, showing live quantities.
Teams across the plant use the same map interface. A maintenance technician can log into CyberStockroom, click on “Section B Inventory” on the map, and instantly see how many of the required spare parts are available and where they sit. Meanwhile, a procurement planner can view the “Receiving” area to confirm incoming chemical shipments before they are scanned in. Everyone sees consistent, real-time data. When an item is moved – say a drum of solvent is transferred from “Warehouse A” to “Production Line 2” – the software’s drag-and-drop interface instantly records the change. No spreadsheets or manual logs are needed; the map itself becomes the master record.
This unified visibility solves many cross-team problems. For example, if the production team needs a specific raw material quickly, they can reserve it in the system or tag it so the warehouse staff prepares it immediately. The maintenance group, in turn, can check if any pending orders might deplete a shared stock. Because CyberStockroom is cloud-based, remote supervisors or different shifts all see the same view — there’s never a version control issue.
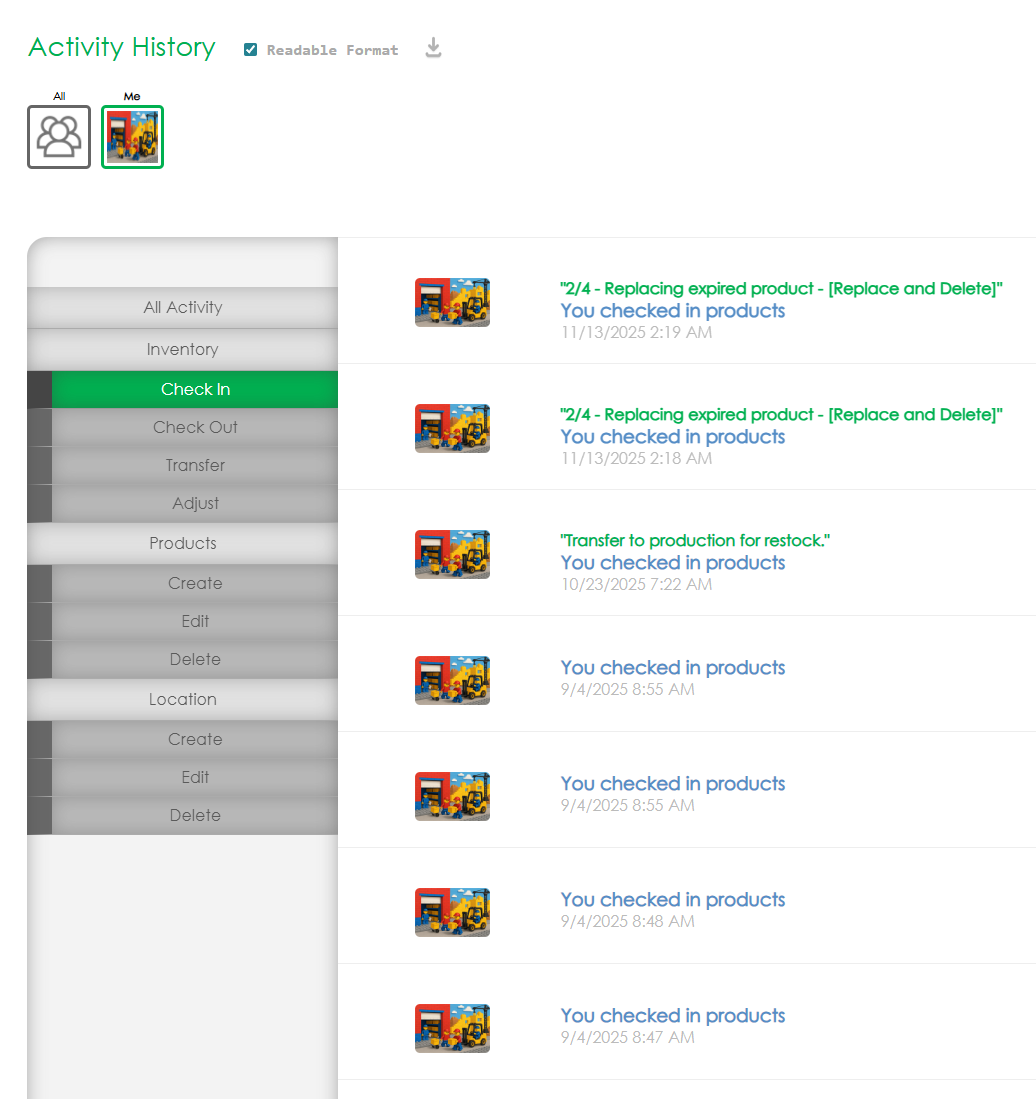
Importantly for compliance and audit purposes, CyberStockroom logs every action automatically. If someone uses a handheld barcode scanner to check out a part, the system records who did it, when, and from which location. The result is a complete, exportable audit trail. If regulators ask how many liters of a solvent were on hand last quarter, you can filter the history by date and location to produce an instant report. Role-based permissions mean only authorized users can adjust inventory, so stockrooms with hazardous chemicals can be limited to trained personnel.
In summary, CyberStockroom’s focus on inventory mapping, real-time tracking and stock organization makes it easy to implement the best practices described above. By turning the plant layout into a living dashboard, it keeps maintenance, warehouse, safety and management teams aligned. Crucially, it is built with manufacturing needs in mind: you see your actual floor plan, not just abstract numbers. This high level of transparency leads to faster problem-solving (no more “I thought it was out of stock” excuses) and helps the plant meet its quality and compliance goals every day.
Implementing Inventory Visibility: Steps to Success
Putting these ideas into practice can feel like a big project, but breaking it into clear steps makes it manageable. Here are recommended actions:
Audit your current inventory. Begin by compiling a master list of all parts and hazardous materials on site. Count what you have in each area and record identifying information (SKUs, part numbers, chemical names, container sizes). This establishes a baseline and uncovers any unknown or mislabeled items.
Label everything and define locations. Clearly label bins, shelves and storage zones. Assign location codes (e.g. “C-01” for Cold Storage Bay #1). Label each part or chemical container with a barcode or sticker that links to the database entry. Make sure labels include key info, like chemical name and hazard code, for quick visual reference.
Label everything and define locations. Clearly label bins, shelves and storage zones. Assign location codes (e.g. “C-01” for Cold Storage Bay #1). Label each part or chemical container with a barcode or sticker that links to the database entry. Make sure labels include key info, like chemical name and hazard code, for quick visual reference.
Choose a unified inventory system. Select a system to house all your data. It could be as simple as a database or spreadsheet at first, but ideally adopt a purpose-built inventory platform. Load your master parts list and chemical registry into this system. If using a digital map solution, set up the facility layout and assign each labeled location on the map.
Integrate scanning and user devices. Equip relevant staff with barcode scanners or tablets. Configure the system so that when a scan is done (for example, upon receiving or issuing an item), the inventory count automatically updates. For hazardous chemicals, ensure scanners capture lot/batch numbers if needed.
Train and roll out. Conduct hands-on training for each team on how to use the new system: how to scan items, conduct transfers, perform cycle counts, and interpret the map view. Emphasize the new procedures and why timely updates are critical. During early days, closely monitor data entry for errors and retrain as needed.
Set reorder points and alerts. For key parts and chemicals, configure minimum stock levels in the system. This way, the platform can automatically flag low-stock items before they run out. Regularly review those thresholds based on actual usage patterns.
Perform cycle counts and refine. With the system in place, establish an ongoing schedule of inventory counts. Use the map or system reports to select which items to count each cycle. Resolve any discrepancies by retraining staff or adjusting processes. Over time, identify and fix any root causes (such as parts commonly misidentified or moved without scanning).
Collaborate across departments. Encourage teams to use the inventory tool together. For example, have regular cross-department inventory review meetings where procurement, maintenance and operations staff look over the live inventory data. Discuss any shortages, upcoming projects, or surpluses. This coordination ensures that everyone is planning from the same information.
Leverage analytics. As data accumulates, use it to improve forecasting. For instance, analyze historical usage of each chemical to predict future demand, or track parts turnover to optimize stocking levels. Most inventory systems allow exporting data to analysis tools – use these insights to drive better purchasing decisions and reduce waste.
Maintain a continuous improvement mindset. Inventory management is not a one-off project but an ongoing process. Periodically revisit your layout and classifications: maybe you need a new rack, or some rarely used items can be moved to long-term storage. Update your procedures if regulations change (for example, new chemical reporting laws). Celebrate improvements (higher accuracy, fewer emergency orders) and keep aiming for tighter control.
By following these steps, a plant can transform from “managing by guessing” to a disciplined, data-driven operation. Over time, the visibility gained will pay for itself through reduced downtime, lower carrying costs, and seamless audits.
Conclusion
Achieving full parts and chemical visibility in a manufacturing plant requires a mix of strong processes, team alignment and the right inventory tools. By centralizing data, standardizing labeling, and using a visual inventory system, teams across production, maintenance and safety can all access up-to-date counts from one source. This unified approach not only prevents wasted time and excess stock, but also meets the strict requirements of hazard communications and reporting regulations. In the end, the goal is simple: to always know how much of each raw material or spare part you have and exactly where it is. With these best practices and map-based tracking in place, manufacturing operations can run more smoothly, comply effortlessly with quality and safety standards, and respond quickly when demand or plans change.




Leave a comment