For many organizations, theft prevention on industrial construction sites is still treated as a perimeter problem. The conversation starts with fencing, lighting, cameras, guards, trailer locks, and heavy-gauge chains. Those controls are important, but they are not enough on their own. Modern industrial projects are supplied by internal stores, central warehouses, fabrication areas, maintenance cages, quality holds, trade-specific containers, and temporary jobsite locations that change as the work moves. In that environment, a part can leave its original shelf for perfectly legitimate reasons and still become effectively lost if the organization does not maintain a clean record of location, status, and responsibility. A missing item is often the end point of a visibility failure, not the starting point.

That is why this topic sits squarely inside jobsite and warehouse management rather than security alone. Good theft prevention is as much about warehouse discipline and stock organization as it is about physical deterrence. If teams know how much stock exists, where it is held, whether it is available, which department controls it, and what changed last, they can react faster to true theft, eliminate time wasted searching for stock that already exists, avoid duplicate ordering, and reduce the expensive grey area where “lost”, “borrowed”, “staged”, and “stolen” all get mixed together. On industrial jobs, and in the manufacturing environments that support them, better visibility is one of the most practical ways to protect margin and schedule at the same time.
The supply challenge is also broader than finished goods. Industrial operations depend heavily on spare parts, consumables, MRO items, fabrication inputs, specialist components, hire equipment, hand tools, and project-specific kits. These items support production and installation even when they do not become part of the final asset. Because they are often treated with less rigour than direct materials, they create opportunities for excess stock, supplier sprawl, fragmented ownership, and weak traceability. That makes them particularly important when designing a theft prevention industrial construction site programme that also improves multi-department parts visibility.
This article therefore takes a deliberately practical view. It looks at theft prevention through the lens of parts visibility across departments in a manufacturing and industrial construction environment. It focuses on operational efficiency, inventory accuracy, and cross-team alignment because these are the levers that turn security from a defensive overhead into a day-to-day operating discipline.
Why a Theft Prevention Industrial Construction Site Strategy Starts with Parts Visibility

Invisible stock creates the same pain as stolen stock
A business does not have to suffer a confirmed theft to feel the cost of loss. If a critical part cannot be found when production or installation needs it, the result is still downtime, labour waste, emergency searching, and often an urgent replacement order. That is why invisible stock can be nearly as damaging as stolen stock. The organization has already paid for the item, but because it cannot trust where that item is or whether it is still available, it behaves as though the item does not exist. In industrial construction, that can mean delayed commissioning, missed shutdown windows, idle subcontractors, or crews waiting beside incomplete work fronts while someone checks three containers, two storerooms, and a van for a component that may already have been moved twice.
Inventory visibility is therefore not simply a reporting feature. It is the practical ability to track and monitor the flow of materials and information across a network, or inside a facility, with enough clarity to support decisions in real time or near real time. When that visibility is weak, organizations do not just risk theft. They also suffer bottlenecks, poor resource allocation, higher safety stock, more duplicated effort, and slower response to shortages or quality issues. The more departments that touch the same stock, the more these effects compound.
Theft prevention becomes sharper when the organisation can distinguish quickly between four very different states: the item is physically present and available, physically present but reserved or quarantined, moved but not yet acknowledged by the next location, or genuinely missing. Without that distinction, every discrepancy becomes a detective story. With it, managers can separate process failure from probable theft, respond faster, and avoid exposing the project to repeated “ghost shortages” that are really visibility problems in disguise.
Industrial construction behaves like a multi-department material network
Industrial construction sites are supplied through flows that look much closer to manufacturing and MRO operations than to a simple retail stockroom. A typical material journey may begin with procurement, pass through receiving and inspection, enter central stores, move to fabrication or kitting, be staged for a project area, issued to a crew, partly used, then returned as surplus or held for snagging. Maintenance stock can follow a separate path, while project-critical spares may be pooled in one place but consumed across several sites or shifts. Because so many items support production rather than becoming part of a product sold to a customer, they are often managed with less discipline than they deserve. That is one reason indirect materials and MRO stock generate cost leakage and excess inventory when visibility is weak.
This matters because each handoff is also a control point. Every time a part moves from one department to another, there is a decision to make about status, ownership, and location accuracy. If receiving books stock into a generic area instead of a precise location, warehouse staff search longer. If quality holds a batch but does not change its status clearly, planners think it is available. If a site team stages parts under an informal name, central stores may reorder the same stock. If unused materials come back without a structured return process, they often disappear into loosely defined “temporary” spaces that become permanent blind spots. Theft prevention on an industrial construction site improves when those handoffs are designed intentionally instead of being left to habit.
A useful way to frame the challenge is to stop thinking in terms of departments first and locations second. In practice, flow matters more than hierarchy. The relevant network often includes:
- procurement and planning
- goods-in and receiving
- inspection and quality hold areas
- central warehouse and stockroom locations
- fabrication, assembly, or kitting areas
- maintenance and engineering stores
- project staging zones, laydown areas, and site containers
- trucks, vans, and crew allocations
- field issue, return, and surplus stock points
When those zones operate as one visible system, search time falls, ownership becomes clearer, and suspicious movement stands out faster. When they operate as disconnected islands, shrinkage and confusion thrive in the gaps.
The visibility gap between warehouse, fabrication and field
Most losses do not happen because nobody cares. They happen because each team sees only the slice of inventory it touches most often. Purchasing sees line items and due dates. Receiving sees deliveries. Warehouse sees shelves and bin shortages. Fabrication sees work demand. Site supervision sees what is missing at the work face. Maintenance sees urgent breakdown risk. Without a shared, trustworthy view of the same stock, each group compensates locally. One team builds buffer stock, another keeps hidden spares “just in case”, a third moves material without recording it because speed feels more important than admin, and a fourth places emergency orders because nobody trusts the counts. Over time, the business becomes full of private workarounds.
That is why traceability matters. The ability to track components forward and backward, including transaction dates, quantities, serial or batch references where relevant, and quality information, does more than support compliance. It saves time, strengthens planning, and reduces the number of decisions made on estimates instead of facts. In industrial construction, where the same item category may exist in multiple containers, stockrooms, and work zones, traceability also narrows the gap between “we think it went to site” and “we can prove where it last moved and in what quantity”.
Cycle counting plays a similar role. Counting small samples continuously, rather than waiting for a disruptive full stocktake, helps expose where records and physical stock are drifting apart. It also surfaces training problems and location-management issues before they become large financial discrepancies. On an industrial project, where high-value tools and fast-moving parts may change hands several times each week, this kind of routine verification is one of the most reliable early-warning systems available.
In other words, a theft prevention industrial construction site strategy begins with visibility because visibility is what tells you whether the control system is working. Locks and cameras can reduce opportunity. Only good visibility can tell you what changed, where it changed, what should still be there, and which departments need to act next.
Best Practices for Improving Parts Visibility Across Departments

Establish one map of locations and ownership
The first best practice is to create a single operational view of where stock lives. That does not mean one spreadsheet. It means one agreed location model that every department uses. If one team says “Tool Crib East”, another says “Container B”, and a third says “Electrical Laydown”, yet all three mean roughly the same place, the organization has already lost control before any theft occurs. A strong location model reflects the real physical operation: site, building, room, aisle, shelf, bin, container, truck, crew, staging zone, quarantine cage, fabrication cell, or job level. It should also be understandable to people outside the team that created it. Visibility improves when the system mirrors reality closely enough that users stop translating mentally between system language and shop-floor language.
Location discipline should include ownership discipline. Every storage area needs a named operational owner, even if several departments use it. Shared locations are not bad in themselves, but ownerless locations are. When no one owns a staging area, surplus rack, or crew container, stock ages there, status becomes ambiguous, and discrepancies linger because nobody feels accountable for cleaning them up. A good practice is to assign an owner for every location, a reviewer for exceptions, and a receiving rule for anything that enters or exits the space. That turns vague handoffs into visible responsibility.
This is especially important in manufacturing-linked environments where project and maintenance demand overlap. A spare motor, gearbox, valve, or instrument component may be technically “on hand”, but if it is earmarked for a shutdown, under inspection, or held by a specific crew, it should not appear as general free stock. Parts visibility becomes far more useful when the organisation can tell not only where the stock is, but also who currently controls the decision to use it.
Record every receipt, transfer, issue and return
The second best practice is to make movement discipline non-negotiable. Visibility does not fail because stock exists in multiple places. It fails because those movements are not recorded quickly and consistently enough to keep the record trustworthy. Every receipt should be booked into a specific location the moment ownership passes to the organization. Every internal transfer should update the system at the moment of movement, not later in a notebook, not at shift end, and not only when somebody remembers. Every issue to a job, team, container, or field location should include quantity, destination, and user responsibility. Every return should have a defined route back into inspection, available stock, repair, quarantine, or disposal.
This sounds administrative, but it is operationally efficient when done well. Teams spend less time on calls, fewer parts are “found later”, emergency buys fall, and replenishment becomes more accurate because demand reflects real usage instead of record noise. The principle is simple: if movement is frequent, the recording method must be fast. That is why labelled locations and barcode-supported processes are so valuable. They reduce the effort required to do the right thing.
Returns deserve special attention. Organizations often build structured outbound processes but leave returns to improvisation. That is a mistake. Unused project stock, broken tools, part-used kits, rejected items, and shutdown surplus must all re-enter the system through a standard path, otherwise they collect in unofficial spaces and inflate the gap between physical inventory and recorded inventory. What gets returned, where it goes, who approves the status, and when it becomes available again should all be explicit.
Manage stock by status as well as location

A third best practice is to manage inventory status with the same rigour as inventory location. Many organizations can tell you where a product is stored, but not whether it is usable. That creates a different kind of visibility failure. A part may exist in the warehouse but be under quality review. It may sit in a site container but already be allocated to tomorrow’s install. It may be in a maintenance room but reserved for a breakdown risk. It may be back from the field but awaiting inspection. If status is invisible, planners over-order, warehouse staff pick the wrong stock, and shortage reports lose credibility because “on hand” stops meaning “available now”.
Useful status categories usually include available, allocated, staged, in transit, quarantined, damaged, repair pending, awaiting return decision, and obsolete or excess. The exact wording can vary, but the principle should not. People need to understand which stock can be used immediately and which requires another decision first. This improves inventory accuracy because the record becomes a decision tool instead of a simple count. It also improves theft detection because the organisation can stop investigating stock that was never truly available and focus on unexplained movement instead.
Count by risk, value and velocity
A fourth best practice is to stop treating all stock equally. High-value items, high-shrinkage items, fast-moving consumables, and schedule-critical parts need tighter control than slow-moving, low-risk items. Counting every SKU with the same frequency sounds fair, but it is rarely effective. A more mature approach uses risk, value, and movement speed to decide where counting effort should go. High-value tools, specialist components, copper cable, power tools, hire accessories, critical MRO spares, and easy-to-resell equipment should be counted more often and stored more tightly. Lower-risk stock can sit on a lighter cycle.
Frequent cycle counting of high-risk categories does more than improve accuracy. It tells you where the system is weakest. If one location or one stock class produces repeated variance, that is usually a sign of either process leakage or control mismatch. Perhaps the location is too informal, perhaps several teams touch it without clear ownership, perhaps returns are not flowing through the right route, or perhaps item labelling is poor and lookalike products are being mixed. In each case, the count is not just a finance exercise. It is a diagnostic tool.
Build a daily exception rhythm across teams
The fifth best practice is to establish a short, structured review of exceptions across departments. Visibility tools are essential, but cross-team alignment still depends on conversation. On a busy industrial site, a fifteen-minute daily review can prevent hours of wasted labour later. The purpose is not to discuss every SKU. It is to focus on what changed and what needs action: late receipts, low-threshold alerts, unresolved variances, critical parts staged for upcoming tasks, items moved to site without acknowledgement, material stuck in quarantine, and returns that have not been reclassified.
The most useful participants are usually warehouse or stores leadership, a project or field representative, production or fabrication support where relevant, maintenance or engineering for critical spares, and the person who can authorise urgent transfers or replenishment decisions. This review creates a shared operating picture. It also cuts down the tendency for each department to solve scarcity privately by holding extra stock or bypassing process. When the same exception list is visible to everyone, it becomes much harder for inventory to disappear into email chains and side conversations.
Use visual management to make location decisions obvious
A sixth best practice is to make the physical world easier to read. Labelling is part of it, but visual management goes further. Storage locations should make sense at a glance. High-risk items should not live in vaguely marked corners or in mixed bins with lookalike components. Quarantine areas should be clearly separated from available stock. Project staging areas should identify job, crew, level, and intended date of use. Fast-moving items should be placed where issue and replenishment are easiest to manage, not where there happened to be empty space the day they arrived. Good visual management reduces search time and lowers the cognitive load on every transaction.
This is one reason inventory maps are so effective in industrial environments. A visual representation of locations helps users understand not only quantity, but context. They can see where a location sits within the wider operation, what is adjacent to it, and how stock moves from one stage to another. That matters when the business spans warehouse, production support, jobsite staging, and field use, because the visibility challenge is spatial as much as numerical.
The workflow below is a simple mermaid chart suggestion that translates these best practices into a day-to-day material flow for an industrial jobsite and its supporting stores. It shows the handoffs that most often need better visibility and control.
How CyberStockroom Supports Multi-Department Parts Visibility
A visual map that mirrors the real operation
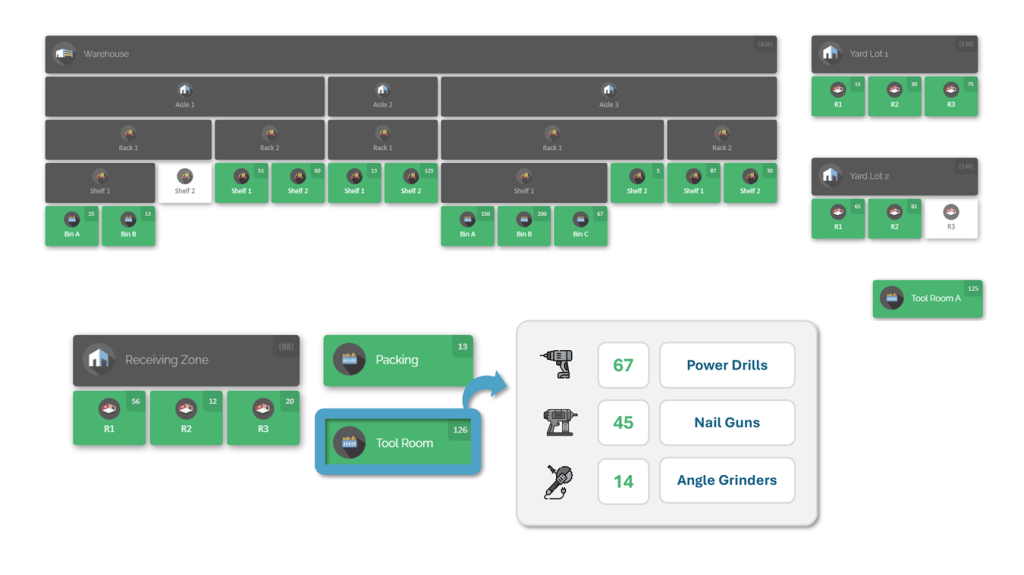
CyberStockroom is most useful when you need the inventory system to mirror the way the operation actually works. Rather than starting with a flat list of products and asking users to remember where everything lives, CyberStockroom starts with a visual map of locations and sub-locations. With CyberStockroom, you can build that map around buildings, rooms, shelves, bins, trucks, containers, and other operational spaces, then use the map itself as the working dashboard for inventory control. That is an important advantage in industrial construction and manufacturing support because these environments are inherently spatial. The difference between a central warehouse shelf, a fabrication staging point, a maintenance room, a truck stock position, and a project container is not just a code in a database. It is a practical difference in access, ownership, and timing.
This makes CyberStockroom particularly well suited to multi-department parts visibility. You are not limited to seeing stock by one warehouse alone. You can organize the operation so that receiving, quality hold, central stores, fabrication, maintenance stores, site containers, trucks, and crew allocations are all represented as deliberate locations within the same operational map. That reduces the mental gap between what people do physically and what they see digitally. When the language of the system matches the language of the floor and the jobsite, teams are more likely to trust it and use it consistently.

Faster locating, cleaner handoffs and better stock organization
With CyberStockroom, you can break the business down into any number of locations and sub-locations, rearrange the layout to match the way you see the business, and see product quantities at a glance. That matters because a large share of inventory waste comes from search, not just from shortage. Teams ring the warehouse because they do not know whether the part is in the tool crib, the project staging cage, the fabrication bench stock area, or a field container. A visible map reduces that uncertainty. It also makes stock organization more deliberate, because poor storage patterns become obvious once they are visualized rather than buried inside a generic location list.
The map-based approach also supports better handoffs. When an item is moved from one location to another inside a location model that mirrors the business, the transfer is easier to understand and verify. A supervisor does not need to decode whether “SITE-03-ST-12” means a laydown area or a crew locker. They can see the destination in context. That removes friction from legitimate movement and makes unusual movement easier to notice. In practical terms, it helps warehouse and field teams align around the same picture of stock instead of maintaining separate mental maps.
Barcode-supported movement and product distribution visibility
CyberStockroom also supports barcode scanning across its interfaces, which is one of the simplest ways to improve inventory accuracy in a fast-moving operation. With barcode-supported workflows, teams can add products, find them, or move them within inventory without relying on manual search and typed entry alone. That reduces error, speeds up routine tasks, and makes the correct process easier to follow during receiving, put-away, issue, relocation, and count activity. When the difference between a correct transfer and a forgotten update is a few seconds of effort, adoption improves.
One of the most helpful features for cross-department visibility is the product-distribution view. With CyberStockroom, you can scan or select any product and see its distribution across locations. That means the system can answer a question that industrial teams ask constantly: “How many of this item do we have, and where is it spread?” Instead of chasing answers through calls, messages, and spreadsheet tabs, users can quickly locate the stock, assess levels visually, and make a better transfer or replenishment decision. This is especially useful when multiple departments hold the same part category, such as maintenance stores carrying a spare that project staging also holds, or when several active sites each have small quantities of the same item.
Cloud-Based Inventory Access for Distributed Teams
CyberStockroom is cloud-based. Teams can access the same inventory information from different locations without needing to rely on one physical workstation, paper log, or manually shared file. Warehouse staff, project managers, site teams, and operations leaders can all work from a shared view of inventory locations, quantities, movements, and activity history.
For theft prevention and parts visibility, this matters because delays in updating records create blind spots. If a part is moved from central stores to a jobsite container, the system should reflect that change quickly so other departments do not waste time searching, reordering, or assuming the item is missing. A cloud-based setup helps reduce those gaps by making inventory data easier to update, review, and access across the business.
Cloud access also supports faster decision-making. If a manager needs to check whether a critical part is available, where it is located, or whether stock has recently moved, they do not have to wait for someone to send a spreadsheet or check a local file. They can review the inventory map, product distribution, thresholds, and activity history in one system. That makes CyberStockroom useful not only for warehouse control, but also for multi-location coordination across industrial construction teams.
Drag-and-drop transfers and activity history
Movement speed matters, but recorded movement matters more. With CyberStockroom, teams can move items between locations and sub-locations using drag-and-drop transfers. That capability is more valuable than it may appear at first glance. In real operations, many stock movements are small, frequent “micro-transactions”: a few fittings moved to a site area, a kit shifted from central stores to staging, a part returned from a truck to the tool crib, or a quantity adjustment after a cycle count. When those transactions are cumbersome, people postpone them or skip them entirely. A simpler transfer method encourages cleaner discipline and keeps the visible picture aligned with the physical world.
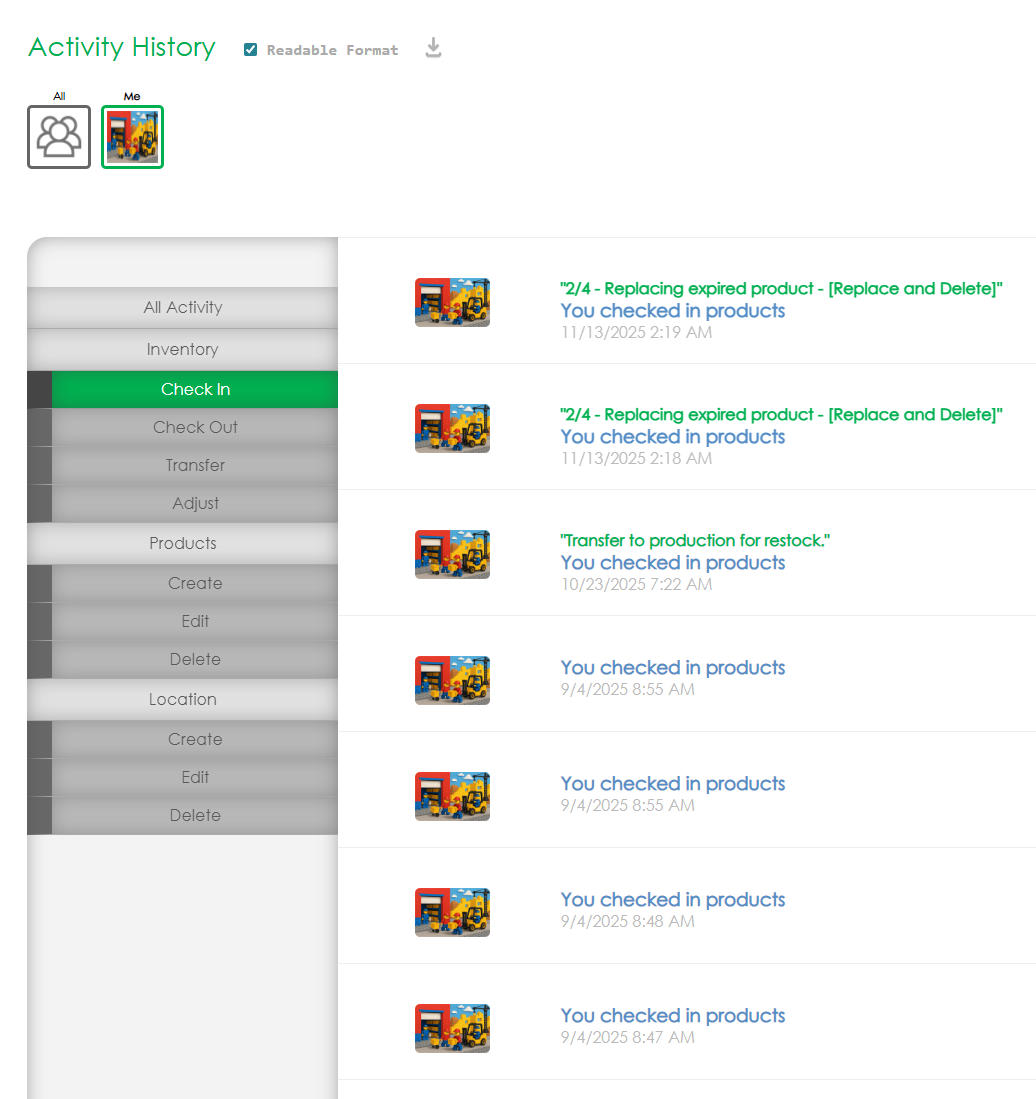
CyberStockroom strengthens accountability further through activity history. With CyberStockroom, you can review past activity across the account and filter it by user, activity type, timespan, and location. That history functions as a ledger for the operation. If an item goes missing, managers can inspect who last interacted with it, where the movement took place, and what quantities or details were involved. Just as importantly, that history can be exported as a downloadable report, which makes investigation, internal review, and management follow-up much easier. For a theft prevention industrial construction site programme, this is one of the most practical bridges between visibility and accountability.
Custom fields, product images and accountability
CyberStockroom also helps users find and interpret stock faster through custom fields and product images. With CyberStockroom, you can assign images, barcodes, and custom fields to items so that lookalike parts are easier to distinguish and department-specific information is easier to capture. That is particularly helpful in industrial settings where part descriptions can be technical, packaging may be similar across variants, and the “right” identifier may differ by function. A warehouse team may care about commodity family and bin location, while maintenance may care about equipment family or criticality, and site teams may care about install zone or crew relevance. Custom fields give the organization a structured way to reflect that reality without abandoning a single shared stock view. Product images add a visual cue that reduces mis-picks and speeds confirmation.
Another practical strength is accountability across operational units. CyberStockroom’s jobsite capabilities show that inventory can be assigned to people, teams, or trucks, and that inventory movement can be monitored between containers, trucks, and staging areas. That makes the platform useful not only for central stores, but also for the last stretch of the journey where material leaves the warehouse and enters mobile or field-controlled space. When tools or parts are visibly assigned to a crew, a vehicle, or a project area, responsibility becomes clearer and “we thought someone else had it” becomes less plausible.
The result is not simply tighter control. It is better coordination. With CyberStockroom, you can coordinate warehouse inventory with jobsites in one visible framework, reducing the gap between what central stores think has been issued and what the field believes has arrived. That supports operational efficiency because fewer hours are wasted reconciling handoffs after the fact. It also supports theft prevention because unexplained movement is more visible when legitimate movement has a cleaner trail.
Tools, Technology and Controls That Reduce Loss

Layer physical security with inventory discipline
Physical deterrence still matters. Industrial sites remain attractive because they contain high-value tools, mobile equipment, building materials, specialist parts, and easy resale opportunities. A layered jobsite security approach should therefore include secure perimeter treatment, controlled access points, locks, lighting, secure boxes or cabinets for tools and materials, controlled key management, and sensible after-hours storage for high-risk stock. Equipment requires its own measures, such as immobilisation devices, battery isolation, hidden shutdown measures where appropriate, and careful overnight positioning that makes quick removal harder. These are all worthwhile controls, but they should be viewed as the outer layer, not the entire system.
The inner layer is operational discipline. If a business maintains a clean inventory log, stores high-value stock in specific named locations, tracks keys centrally, records who checked out equipment, keeps make and serial information ready, and reviews movement history quickly when discrepancies appear, it gains a much stronger chance of both deterring theft and recovering from it. This is where warehouse management and site security begin to overlap. The business is not choosing between physical controls and inventory controls. It is making them reinforce one another.
The comparison below synthesises the main control layers that matter most in an industrial construction environment. The strongest programmes use several of them together because each one covers a different failure mode.
Comparison table of tools and controls
| Control or tool | Primary purpose | Best use case | Operational value | Common failure if missing |
|---|---|---|---|---|
| Fencing, gates and access control | Deter unauthorised entry | Open sites, yards, laydown areas | Reduces casual access and improves perimeter discipline | Easy out-of-hours removal of materials and equipment |
| Lighting and surveillance | Increase deterrence and after-hours visibility | Storage areas, access routes, high-value zones | Aids monitoring and incident review | Blind spots and weak incident response |
| Secure boxes, cages and tamper-resistant locks | Protect attractive stock close to work areas | Power tools, copper, specialist components, consumables | Keeps high-risk items from being left in the open | Stock migrates into informal, insecure storage |
| Equipment immobilisation and movement alerts | Reduce theft of mobile plant and vehicles | Generators, loaders, lifts, trailers, towable assets | Limits rapid removal and improves recovery speed | Mobile assets leave site before anyone reacts |
| Serial, make and photo records | Support proof, recovery and investigation | High-value equipment, tools, major assemblies | Speeds reporting and improves traceability | Slow recovery and poor evidence quality |
| Precise location mapping | Show where stock sits across all departments | Warehouse, fabrication, maintenance, site staging | Cuts search time and exposes grey zones | Stock is “on hand” but not practically findable |
| Barcode-labelled items and locations | Make routine movement accurate and fast | Receiving, transfer, issue, return, cycle count | Reduces typing errors and improves process compliance | Record updates lag behind physical movement |
| Product-distribution visibility | Show where the same item is spread | Shared spares, multi-site stock, duplicate holdings | Reduces duplicate orders and supports rebalancing | Teams assume shortage when stock exists elsewhere |
| Activity history and exportable audit trail | Strengthen accountability and investigation | High-risk items, disputed movements, exception review | Shows who moved what, where and when | Discrepancies depend on memory and guesswork |
| Thresholding | Highlight low stock before work stops | Critical spares, staged kits, fast-movers | Supports proactive replenishment and exception review | Stockouts appear too late for orderly response |
| Cycle counting | Verify record accuracy continuously | High-value, high-risk, fast-moving categories | Surfaces weak locations and process leakage early | Variance stays hidden until annual count |
| Structured return process | Recover unused stock and avoid ghost inventory | Project surplus, damaged tools, repair items | Improves reuse, reduces hidden stock and write-offs | Returned stock disappears into “temporary” areas |
Storage, access and high-risk item handling
A good control environment also recognises that not every item should be stored the same way. High-value, easy-to-resell, or project-critical stock deserves more deliberate storage than low-risk bulk materials. Small specialist parts often need better control than large awkward items because they can be pocketed, moved, or mixed more easily. High-risk stock should therefore live in locations with clearer ownership, tighter access, stronger count frequency, and less casual handling. Those locations should also be less dependent on memory. If people have to remember that “the good stuff is usually behind the second rack unless site moved it”, the control system is already too weak.
Timing is part of storage strategy as well. Materials delivered too early spend longer exposed to risk and often end up in transitional holding areas where control is weaker. Where practical, stock should arrive closer to the point of use and move through receiving into a named, prepared location rather than a temporary pile. For project-specific kits, staging should have an expiry mindset: if the material is still waiting in the same place well beyond the expected install window, it should trigger a review. Old staging stock is one of the most common ways that good inventory quietly becomes bad inventory.
Signs that your controls are too loose
Many organizations do not realize how much risk they are carrying because theft and visibility failures often show up as symptoms rather than as a single headline incident. Warning signs include frequent “found later” parts, recurring urgent buys for items that later appear elsewhere, multiple informal location names for the same physical area, a high proportion of stock sitting in staging with no owner, variance concentrated in a few zones, repeated tool replacement without a clear incident trail, and handoffs that rely on private messages rather than visible transactions. These signals are often dismissed as normal project noise, but taken together they usually indicate that the inventory control model is not keeping pace with the operation.
If that sounds familiar, the answer is not necessarily to buy more security hardware first. Often the faster win is to tighten location structure, movement recording, count frequency, and exception review. When those foundations improve, security spend becomes more effective because the organisation can direct it at the real problem areas instead of treating the whole site as one undifferentiated risk.
Policy, Accountability, KPIs and Rollout

Core policy elements
Even the best visibility tools fail without a written operating policy. A practical theft-prevention and inventory-control policy should define who can authorize movement, how stock is received, where high-risk items may be stored, what counts as an approved issue, how returns are processed, how keys and access permissions are controlled, what happens when a discrepancy is identified, and what escalation path applies when evidence points to misconduct or repeated non-compliance. Policy is what turns a software feature and a physical lock into a repeatable management system.
A workable policy should cover the following areas in plain language:
- authorised receiving, put-away, issue, transfer, and return procedures
- approved naming standards for locations, containers, trucks, crews, and staging zones
- ownership rules for each location and each transfer type
- access control for high-risk stores, cages, containers, and keys
- count frequency by stock risk category
- discrepancy reporting and investigation timelines
- serial-number, make, model, and photo discipline for high-value tools and equipment
- end-of-shift checks for tools, exposed materials, keys, and temporary storage areas
- treatment of surplus material, damaged stock, and quarantined items
- consequences for bypassing inventory controls or removing stock without approval
When policy is written in operational language rather than corporate jargon, adoption improves because teams can see exactly how it applies to daily work.
Accountability should also be designed into the workflow, not just stated in the policy. That means separating responsibilities sensibly. One role receives and books stock. Another approves or reviews exceptions. Project leads confirm receipt into local staging. Warehouse leadership reviews open discrepancies. High-value or critical stock categories have named custodians. None of this needs to be bureaucratic, but it must be clear enough that ownership does not vanish when the site gets busy.
KPI framework
A strong KPI set should reveal both theft risk and process weakness. If metrics only focus on annual shrinkage, management sees the problem too late. Better KPIs surface early drift in search time, count variance, transfer discipline, and stage ageing before the issue turns into a write-off or a work stoppage. The framework below is a practical starting point for industrial construction, warehouse, and manufacturing-support operations. It combines visibility, accountability, and service performance.
| KPI | What it measures | Why it matters | Healthy direction of travel |
|---|---|---|---|
| Inventory accuracy by location | Match between recorded and physical stock | Exposes weak locations rather than hiding variance in a site-wide average | Rising |
| High-risk item variance | Count variance for expensive or easily resold stock | Early warning for shrinkage and poor custody | Falling |
| Average search time for critical parts | Time taken to find and confirm urgent items | Direct indicator of practical visibility | Falling |
| Duplicate emergency buys | Urgent purchases for items later discovered on hand | Shows hidden stock and cross-team misalignment | Falling |
| Transfer latency | Time between physical move and recorded move | Measures discipline at handoff points | Falling |
| Percentage of stock in unnamed or temporary locations | Stock without a proper mapped home | Highlights grey zones where loss hides | Falling |
| Threshold breach response time | Time from low-stock alert to action | Shows whether visibility is driving replenishment | Falling |
| Aged staged stock | Stock left in staging beyond planned use window | Exposes over-issue, project drift, and hidden returns | Falling |
| Return processing lead time | Time to reclassify returned items | Helps prevent ghost inventory and repeated buying | Falling |
| Activity-history exceptions reviewed on time | Percentage of flagged movements investigated within target | Shows governance discipline | Rising |
| Tool or asset check-in compliance | Percentage returned or reassigned at end of shift or project phase | Strengthens field accountability | Rising |
| Found-later rate | Items first logged missing but later found internally | Reveals visibility problems masquerading as theft | Falling |
These KPIs should be reviewed at more than one level. Supervisors need location-level detail so they can fix specific problems. Managers need trend-level visibility so they can see whether policy, training, and system use are improving overall performance. The point is not to drown people in data. The point is to maintain a short exceptions list that drives action.
Thirty-sixty-ninety day rollout table
Rolling out better parts visibility across a live industrial operation is easiest when it is phased. The first ninety days should prove value in the areas where search time, variance, or loss already hurts most. That usually means one pilot zone such as central receiving, a tool crib, a maintenance cage, a high-value parts room, or a project staging cluster. Start small enough to achieve process discipline, but broad enough to reveal cross-department handoffs.
| Timeframe | Primary goal | Practical actions | Deliverables |
|---|---|---|---|
| First thirty days | Establish the control model | Map pilot locations, standardise names, assign owners, label locations, define receive-transfer-return rules, identify high-risk stock, set count cadence, train users on movement discipline | Clean location structure, owner list, pilot stock list, baseline KPIs |
| Second thirty days | Improve transaction accuracy and visibility | Begin barcode-supported receiving and transfers, move stock into named locations, start cycle counts for high-risk items, remove temporary unnamed stores, review daily exceptions, set thresholds for critical parts | Fewer grey zones, first variance trend, threshold list, active exception rhythm |
| Third thirty days | Extend accountability and prove value | Add project staging, containers, trucks, or crew allocations, review activity history weekly, export audit history for unresolved discrepancies, tighten return process, compare emergency buying and search time against baseline | Cross-department visibility, early ROI evidence, revised policy, scale-up plan |
This timeline works best when the business treats adoption as an operating change rather than a software rollout. Every week should include three simple questions: did we reduce unnamed stock, did we reduce time spent searching, and did we reduce the lag between movement and record update? If the answer to those is yes, the organisation is usually moving in the right direction even before wider metrics fully catch up.
Change management tips that make the rollout stick
Most inventory improvement systems fail not because the idea is wrong, but because the process feels slower than the old informal habit during the first weeks. That is why visible sponsorship matters. Leaders need to reinforce that accurate location updates are not optional admin, but part of how the job protects schedule, labour, and stock. Supervisors should review exceptions openly, not use them to shame people. If the team sees that data is helping solve problems, not simply police them, adoption improves.
It also helps to target one pain point that people recognise immediately. For example, start with the parts room that everybody complains about, or the project staging area where tools are constantly “somewhere on site”. Once the team sees that search time is falling and urgent work is smoother, the case for expanding the model becomes much stronger. In that sense, an effective rollout is not about digitising every location on day one. It is about proving that visibility reduces friction where the operation feels it most.
CyberStockroom fits naturally into that phased approach. With CyberStockroom, you can begin by mapping a focused set of locations, assign products and quantities to those spaces, use barcode scanning and drag-and-drop transfers to keep movements current, review activity history when discrepancies appear, set thresholds on critical items, and then expand the map outward as the organisation gains confidence. That allows the control model to grow in step with user habit instead of forcing the whole operation into a rigid all-at-once change.
Conclusion
The core lesson is simple: theft prevention industrial construction site performance is strongest when visibility and security are treated as one discipline. Perimeter controls, secure storage, equipment immobilisation, serial records, and after-hours monitoring all matter. But the operational wins come from somewhere deeper: precise locations, clean transfers, visible status, disciplined returns, frequent counts, and a review rhythm that exposes discrepancies while they are still manageable. When those foundations are absent, theft hides inside confusion. When they are strong, true theft stands out sooner and normal work runs more predictably.
For inventory teams, stores leaders, project managers, and operations leaders, the practical objective is not merely to know what was purchased. It is to create a working environment in which every department can trust where parts are, what state they are in, and who is responsible for the next handoff. That is how you cut search time, reduce duplicate buying, improve inventory accuracy, strengthen accountability, and support cross-team alignment from central warehouse to jobsite staging to field issue.
If that is the direction you want to take, CyberStockroom is a practical place to start because it turns inventory visibility into something operationally usable. With CyberStockroom, you can map the real layout of your operation, organise stock by location and sub-location, see where products are distributed, move inventory with drag-and-drop transfers, support barcode-based workflows, apply custom fields and images for faster identification, monitor thresholds, and use exportable activity history to strengthen accountability. Instead of trying to manage theft prevention, warehouse control, and parts visibility as separate initiatives, you can bring them together in one clearer operating model.
The most effective next step is not a full redesign of every store and every site. It is to pick one high-friction area, map it properly, name it consistently, count it regularly, and make every movement visible. Once the organisation sees what improved visibility does for speed, accuracy, and control, expansion becomes much easier. That is how a good warehouse practice becomes a better jobsite discipline, and how a better jobsite discipline becomes a stronger theft-prevention programme.




Leave a comment