
Manufacturing teams rarely wake up intending to run short of parts. Yet shortages still happen, even in plants with capable people, dependable suppliers, and a planning system that runs overnight like clockwork. When you trace the issue back, the trail often ends at the same place: the bill of materials.
A bill of materials (BOM) is not just a list of parts. At its best, it is a structured blueprint that tells the business what is required to build or repair a product, in what quantities, and with enough detail to support purchasing, production planning, inventory planning, scheduling, and costing. That breadth is exactly why BOM accuracy is so influential. When the blueprint is right, inventory plans become believable. When it is not, every downstream plan becomes a guess that happens to be expressed as a purchase order, a pick list, or a production schedule.
This is where accurate BOM inventory planning becomes practical, not theoretical. It means your “as-planned” world (what the BOM says you will consume) stays close enough to your “as-executed” world (what was actually issued, scrapped, substituted, and received) that your planning signals stay trustworthy. If the inputs drift, planning outputs drift faster, because systems like material requirements planning (MRP) are highly dependent on accurate data and can magnify errors when key inputs are inaccurate.
The goal of this blog is to help manufacturing operations teams treat BOM accuracy as a discipline. We will connect the dots between BOM data and day-to-day production reality: why a single unit-of-measure error can cascade into the wrong purchase order, why missing small components can stop a line, and why inventory record accuracy is inseparable from BOM-driven planning.
What accurate BOM inventory planning actually mean?
Most organisations talk about BOM accuracy as if it is a single number. In practice, it has layers. A BOM can be “mostly right” at the part list level, yet still create bad inventory signals due to unit-of-measure errors, missing packaging, incorrect scrap factors, or outdated revisions. Many widely cited BOM failure patterns include missing small components, quantity and unit errors, inconsistent part numbers, and treating the BOM as a static document.
A practical definition is simple: accurate BOM inventory planning exists when the BOM reliably supports the decisions teams make every day, including what to buy, what to kit, what to stage, and what can be built this week without expediting. A BOM is explicitly described as a tool that supports planning purchases, estimating costs, controlling inventory, and reducing production delays and waste. If it cannot do those things consistently, it is not accurate enough for planning, even if it looks tidy in a spreadsheet.

To make this tangible, think of the BOM as a recipe. If the recipe is missing ingredients, has the wrong measurements, or ignores predictable losses, your shopping list will be wrong. Some BOM inventory planning approaches rely on the BOM precisely because it links finished-goods demand to the parts required. Without an accurate BOM, those calculations do not work reliably.
Three layers of accuracy matter most for manufacturing operations, and each layer answers a different planning question.
- Structural accuracy answers: “Are we planning the right things?” The correct parent-child relationships are present, nothing is missing, and nothing is duplicated. Multi-level BOMs should reflect the product hierarchy so that planners can see how demand explodes into subassemblies and child parts. BOM “explosion” views are a common way of representing this breakdown, from the top level into lower-level components.
- Quantitative accuracy answers: “Are we planning the right amounts?” Quantities, units of measure, and usage assumptions must match how the shop actually builds. Even one unit conversion mistake can become an expensive purchasing error. One documented example describes ordering three full sheets of material when only three square feet were needed, resulting in a $15,000 mistake from a unit-of-measure mismatch. Quantitative accuracy also includes planned allowances such as scrap and yield. Many manufacturing environments need an explicit scrap factor or scrap quantity so the system can plan slightly more than the net requirement. One ERP explanation notes that recording a scrap factor prevents shortages, and a 5% scrap factor means the system allocates 5% more component for an order.
- Lifecycle accuracy answers: “Are we planning the right revision?” The BOM you plan with must be the BOM you build with. This is one of the most common failure points, and it is why version control is tied so closely to BOM management. Commentary on BOM version control highlights that a single outdated BOM revision can cascade into production errors, with procurement ordering outdated components and production building with obsolete documents. It also helps to clarify which BOM you mean. In many organisations, the engineering BOM and manufacturing BOM are different artefacts. Confusing them creates planning errors, because manufacturing reality often needs additional detail. Manufacturing BOMs are described as containing all parts and assemblies required to build a complete and shippable product, including packaging materials and items used in assembly such as adhesives.
A special case worth calling out is the phantom BOM. A phantom BOM is a non-stocked subassembly whose components are “blown through” into the parent assembly during planning and production, reducing extra transactions for intermediate assemblies that are not managed as inventory items. Used well, it simplifies planning. Used carelessly, it can hide where work and cost accumulate.
If you only remember one thing from this section, BOM accuracy is not a clerical goal. It is a planning capability. Planning capability is what keeps inventory levels reasonable, lead times stable, and production schedules calm.
How BOM inaccuracies turn into stockouts, excess, and schedule chaos

When a BOM is inaccurate, the pain rarely appears as “BOM inaccurate”. It appears as a cascade of operational comments that leaders start to accept as normal: planners keep raising safety stocks, buyers keep expediting, production keeps substituting, and counting stays in permanent catch-up mode. Over time, the organisation builds coping mechanisms that hide the cause rather than fixing it.
The simplest way to understand the damage is to follow one planned order through the business. In MRP-driven environments, the master schedule for finished goods is combined with the BOM and inventory data to determine what needs to be purchased or produced and when. MRP systems are widely described as requiring current BOMs, precise inventory counts, and accurate lead times to generate accurate outputs, and data integrity is emphasised because inaccuracies can be magnified downstream.
Now imagine three common errors.

In the next planning meeting, people do what they can with the information they have. Buffers are increased, safety stock is raised, and buyers start ordering earlier “just in case”. The root cause was not demand volatility. It was an accuracy gap: missing or late inventory movements, unclear locations, and, in some cases, BOM requirements that missed small items or were wrong for how the product is built.
First, a component quantity is wrong in the BOM. The system plans 800 units, but the line consumes 1,000. Second, a “small” component is missing from the BOM, so the kit is incomplete and the job stops. Third, the BOM is structurally correct, but units are wrong, turning an ordering decision into a costly conversion mistake. These issues show up in common BOM mistake lists as wrong quantities, missing requirements, and unit-of-measure errors, and they are recognised as causes of production stalls, wasted time, and downstream variances.
What makes this dangerous is the way businesses respond. When BOMs are inaccurate, consumption variance becomes systemic. Many teams respond by increasing inventory buffers, increasing safety stock, or treating waste as unavoidable, which addresses symptoms while leaving the underlying data issue untouched. Safety stock is explicitly described as a buffer against uncertainties, including inaccurate demand or inventory forecasts. Used thoughtfully, it protects service levels. Used as a blanket response to inaccurate BOMs, it becomes an expensive substitute for accuracy.
Inaccurate inventory records amplify the problem even further. Inventory record inaccuracy is commonly defined as the mismatch between what the system records and what physically exists. Research modelling warehouse dynamics has examined how inventory record inaccuracy affects outcomes such as picking productivity, lost sales, and capacity utilisation, and how cycle counting can reduce inaccuracy. Separate research on retail settings notes that inventory record inaccuracy can lead to stockouts and revenue losses, including losses triggered by unnecessary replenishment.
This is why cycle counting appears so often in best-practice programmes. Cycle counting is widely defined as a method of regularly counting selected inventory and recording adjustments so that physical counts match inventory records over time, without stopping operations for a full shutdown count. The goal is not just accounting compliance; it is keeping the planning system aligned with reality.
The financial impact is hard to ignore. When BOM and inventory data are unreliable, the reflex is to hold more inventory “just in case”. But inventory is not free. Typical inventory carrying costs are often cited in the 20% to 30% range of total inventory value each year, and those costs rise the longer items sit. If the root cause of your buffers is inaccurate planning data, carrying costs become the recurring cost of not fixing the accuracy.
There is also a behavioural spiral. When teams stop trusting the system, they stop feeding it accurate data. Workarounds multiply: side lists, “secret stashes”, unrecorded borrowing from other jobs, and late adjustments. This is precisely how data integrity problems grow, and why “single source of truth” messaging fails unless daily execution is simple and consistent.
A quick diagnostic is to listen for shop-floor phrases that signal distrust: “The system says we have it, but it’s never there,” “We always run short, so I keep a stash,” or “We will substitute it and fix the paperwork later.” These usually correlate with common causes of stockouts such as inaccurate counts from miscounting, manual entry errors, or misplacing items in the warehouse.
The planning chain reaction from BOM to purchase orders

It is tempting to treat inventory planning as a forecasting topic. Forecasting matters, but in manufacturing operations the harder problem is often dependent demand: how demand for a finished item becomes demand for its components. MRP exists to make that transformation by integrating information about inventory levels, lead times, and the bill of materials to determine what materials are required and when.
This is where accuracy compounds. MRP is especially sensitive to three inputs: the BOM, the inventory status information, and lead times. MRP sources emphasise that accurate inventory counts, current BOMs, and accurate lead times are prerequisites for accurate outputs, and that data integrity is essential because errors can be magnified at later stages.
A useful mental model is to picture planning as a chain of calculations, each of which assumes the previous step is correct.
- The BOM is exploded across levels to compute gross component demand, supported by a clear hierarchy for multi-level assemblies.
- Scrap and yield assumptions are applied to avoid predictable shortages.
- Gross demand is netted against on-hand and scheduled receipts, with inventory status accuracy determining whether netting is meaningful.
- Planned orders are timed using lead times and offsets, with poor lead-time data causing early expediting or late starts.
- Buyers release purchase orders and the stockroom issues components, which must be recorded promptly to keep the next planning run accurate.
The moment actual execution departs from assumptions, the plan needs feedback. This is where inventory discipline meets BOM discipline. Without reliable issue, transfer, and adjustment transactions, planners cannot tell whether shortages are caused by wrong BOM quantities, wrong inventory records, real scrap and yield shifts, or unrecorded movements.
Reorder point planning shows the same principle in a simpler form. A common reorder point formula is demand during lead time plus safety stock, often expressed as (average daily usage × lead time) + safety stock. It works only if usage and lead time data are credible. Missing transactions distort usage; uncorrected receipt delays distort lead times; and the reorder point becomes a noisy signal.
Inventory shrinkage adds another layer of risk. Shrinkage is commonly defined as the difference between recorded inventory and actual inventory, with causes including theft, damage, and administrative error. If shrinkage is not detected early, the system gradually overstates availability, and planners make promises based on stock that does not exist.
It is easy to assume the answer is “better software”. Sometimes it is. But “better” is usually less about a longer feature list and more about whether the tool makes daily accuracy behaviours easy: every receipt recorded, every transfer recorded, every issue recorded, every adjustment traceable. If those behaviours are hard, the system will drift no matter how advanced your planning logic is.
CyberStockroom as the shop-floor bridge between BOM intent and physical reality
BOM accuracy is often owned by engineering or product data teams. Inventory accuracy is often owned by warehousing, stockroom, or operations teams. Inventory planning sits between them, and planners are the ones who feel the consequences when either side drifts.
CyberStockroom sits on the inventory side of that triangle. It does not replace the need for a well-governed BOM, but it targets a common and stubborn gap: making inventory actions visible, easy, and traceable so that the physical world stays aligned with the system. This matters because MRP and other planning methods depend on accurate inventory counts and records.
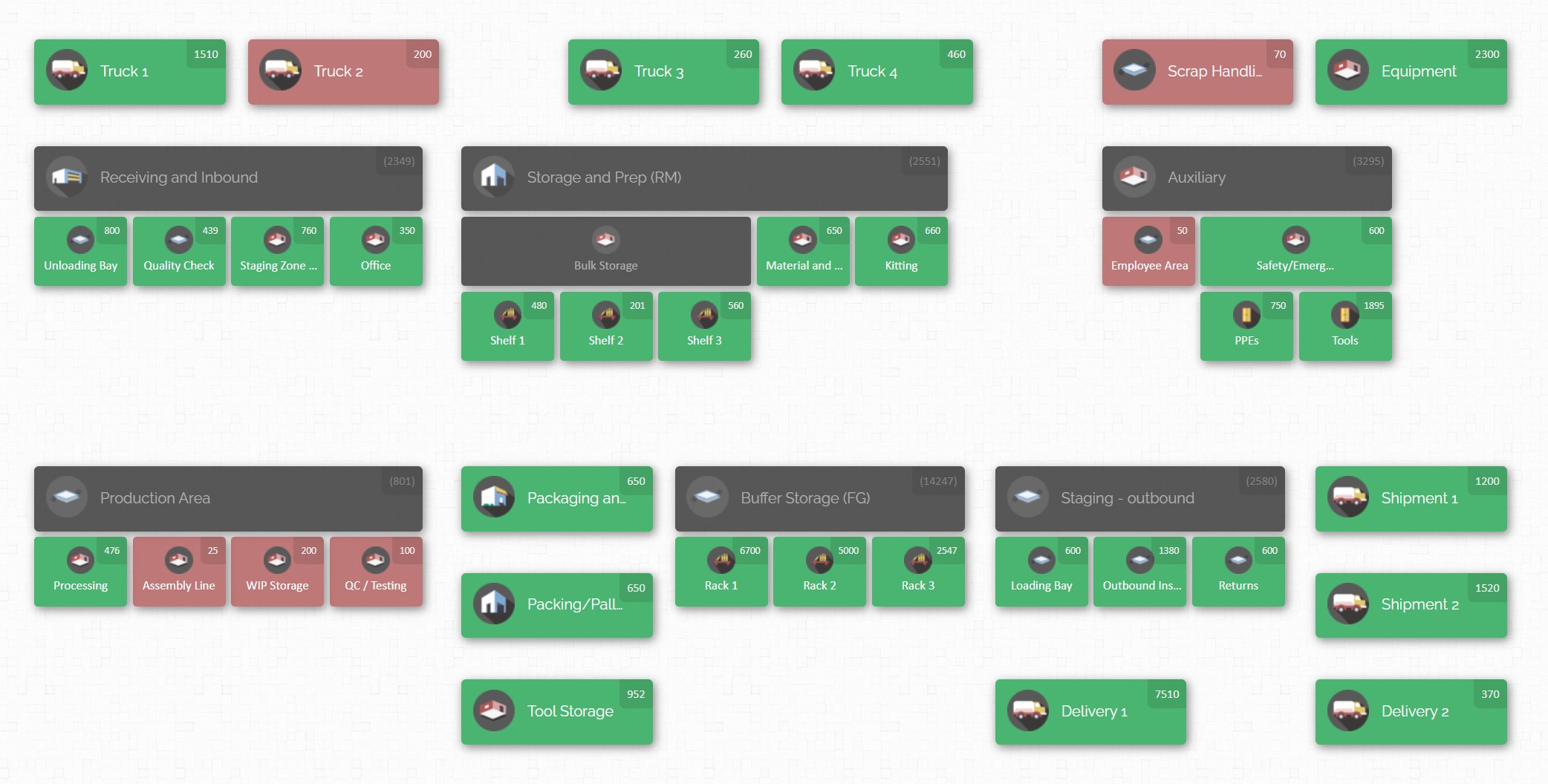
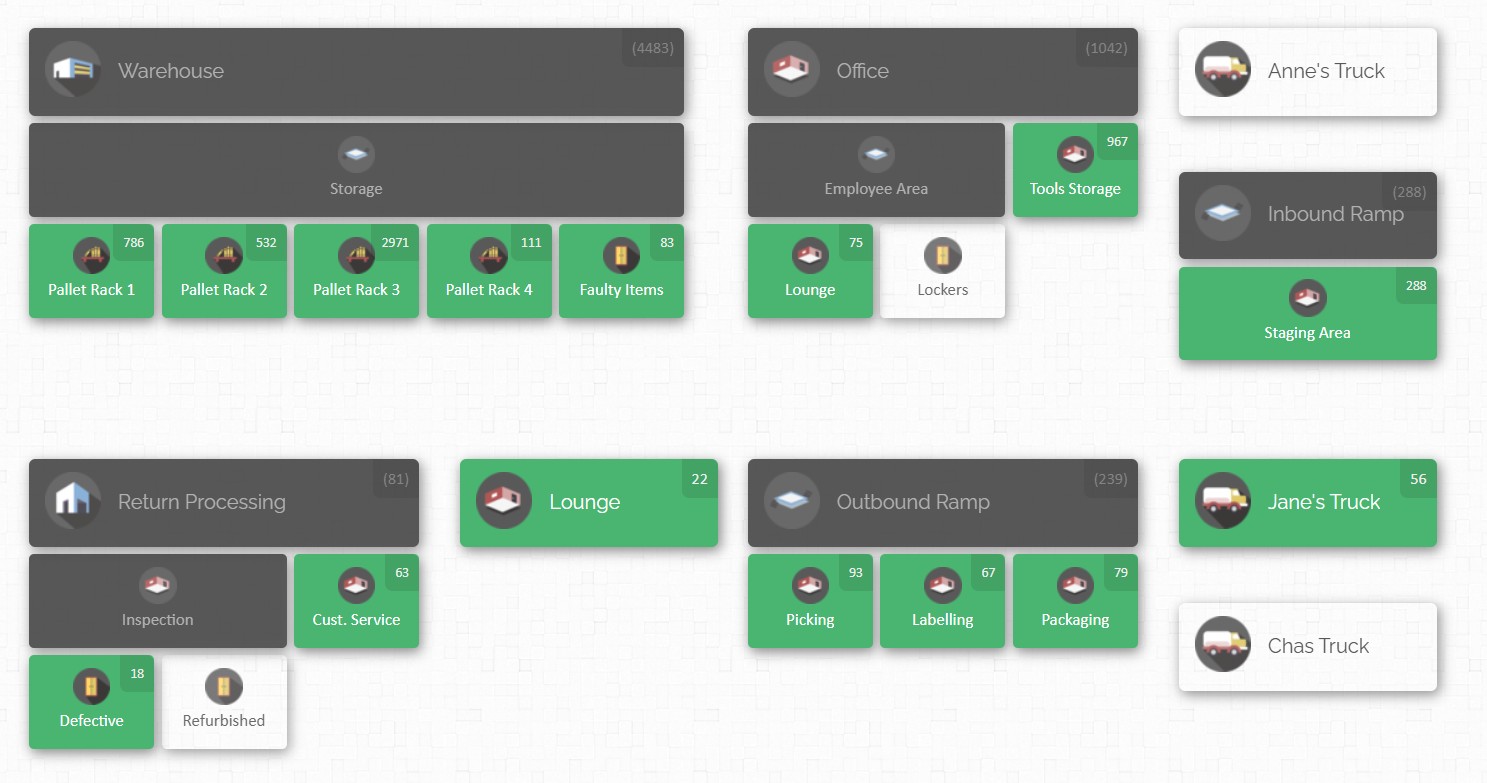
At its core, CyberStockroom is built around customisable visual maps of your operation. You break your business into locations and sub-locations, rearrange the layout to match how you see the business, and see product quantities by location. The product is positioned around inventory visibility: scanning or selecting a product shows how it is distributed across locations, helping you locate items and assess levels visually.
From an execution perspective, CyberStockroom emphasises fast, everyday transactions that keep records current.
- Moving inventory between locations can be done using drag-and-drop transfers on the map.
- Barcoding is supported for products and locations. The barcoding feature is described as working with barcode scanners, and help documentation notes scanners behave like keyboards, enabling search, check-in/check-out, and transfers through scanning.
- A “Quick Scan” feature is described for handling back-to-back transactions quickly, focusing on check-ins, check-outs, and transfers between locations.
- Products can be imported from a spreadsheet (CSV) and matched to fields through a drag-and-drop mapping step, supporting fast onboarding from existing lists.
- Product identification can be enhanced with product images and custom fields so teams can find what they need more quickly when descriptions are similar.
- Batch processing is described as enabling bulk edits and moving hundreds of items between locations, reducing manual line-by-line updates when handling large volumes.
Why does this connect to BOM accuracy and inventory planning? Because BOM accuracy is not only about what is on the list. It is also about whether the organisation consistently records what happens to those items. If a kitting team checks parts out but the system is not updated, planners interpret that as “available inventory” when it is already consumed. If parts move to staging but transfers are not recorded, pickers go to the wrong location and production starts borrowing and substituting. Those behaviours create precisely the kind of inventory record inaccuracy that undermines planning.
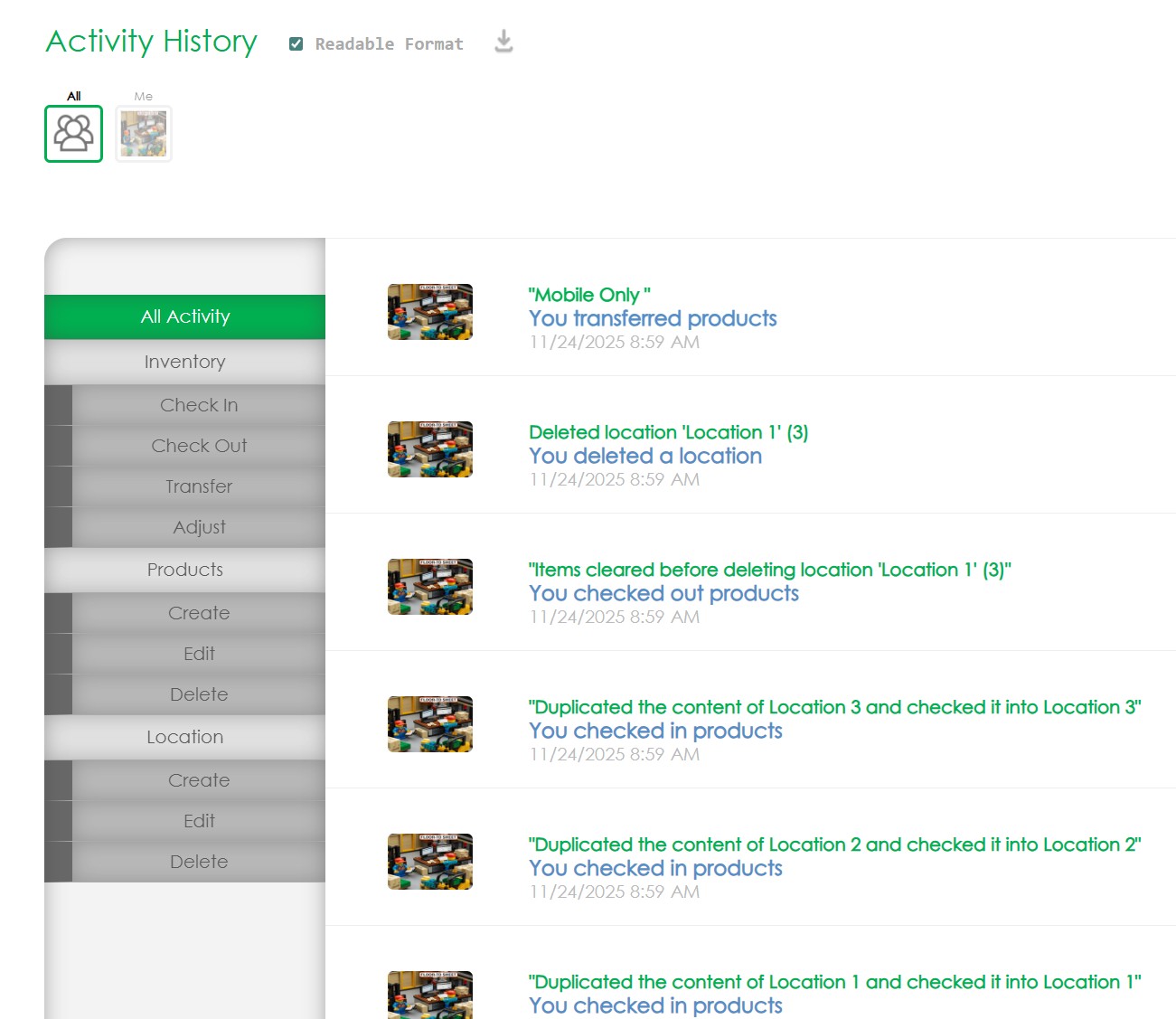
CyberStockroom’s design leans into traceability through activity history. Its help documentation describes an activity history page that records check-ins, check-outs, transfers, and adjustments, with filtering by date, location, product keyword, user, and transaction comments. The same history can be downloaded as a spreadsheet report, which supports root-cause analysis and continuous improvement.
When you combine a traceable activity history with a planning process, you gain an operational feedback loop. The BOM tells you what “should have been used”. Inventory transactions tell you what was actually moved and adjusted, by whom and when. That makes it easier to spot whether you have a BOM quantity problem, a scrap factor problem, or an execution process problem.
In short, accurate BOM inventory planning requires a strong bill of materials, but it also requires an environment where inventory actions are easy to record and easy to audit. CyberStockroom is designed to strengthen that execution layer through visual mapping, barcoding workflows, bulk import, and traceable activity history.

Best practices that keep BOMs accurate and inventory plans believable
Best practices are only useful if they survive real life: engineering changes, supplier substitutions, rush orders, and staff turnover. The practices below are framed as habits and control points that manufacturing operations teams can build into normal work.
Start with a clean separation of responsibilities. The BOM is a cross-functional artefact, touching engineering, operations, purchasing, logistics, quality, and costing. One reason BOM programmes fail is that everyone assumes someone else “owns” accuracy. Another reason is that teams treat the engineering BOM and manufacturing BOM as identical, even though they serve different purposes and carry different detail. Clarifying who owns each layer and how they are reconciled is a baseline requirement for reducing errors.
Establish a release process that is boring, consistent, and fast. Change happens, but uncontrolled change is where planning collapses. A common control mechanism is the engineering change order (ECO), defined as a document specifying new design details or proposed changes, circulated to stakeholders for review and approval. The point is alignment: the factory should not be building one revision while purchasing is ordering another.

Standardise part numbers and units of measure, then enforce them. Many BOM mistake lists include duplicate or inconsistent part numbers, missing components, and quantity or unit errors. These are preventable sources of planning noise, and unit-of-measure mismatches can be financially significant, as illustrated by the documented $15,000 conversion mistake. Treat part master and unit standards as manufacturing controls, not as “data clean-up projects”.
Design the BOM for how you plan, not just how you design. A manufacturing BOM should represent the parts and assemblies required to build and ship, including packaging and items used in the assembly process such as adhesives, and it should reflect assembly structure because structure drives kitting and staging. This is where you decide how to represent subassemblies, whether to use phantom levels, and what needs to be inventoried separately.
Make scrap and yield explicit, and revisit them with data. Some systems explicitly support scrap factors and scrap quantities to prevent shortages by increasing gross requirements. A documented example explains that recording a scrap factor prevents shortages, and describes how a 5% scrap factor allocates extra component to meet expected loss. The trap is leaving those assumptions stale. Use real transaction history, adjustments, and yield data to recalibrate periodically, so you avoid chronic shortages or chronic overbuying.

Build inventory accuracy as a daily habit, not an annual event. Inventory record accuracy is the foundation under BOM-driven planning. Cycle counting is widely defined as regular verification and adjustment so physical counts match records over time, and research has examined how cycle counting can reduce inventory record inaccuracy and improve performance outcomes. If you only count once per year, you will spend most of the year planning with drifted data.
Use location discipline to reduce hidden inventory. Inventory record inaccuracy is not just “the count is wrong”. It is often “the item is not where we think it is”. Research distinguishes ghost inventory (items recorded but not present) and hidden inventory (items present but not recorded or not discoverable), and links inaccuracy to productivity and lost sales impacts. Clear location structures, fast transfer recording, and visual location views reduce the search-and-borrow behaviours that create hidden inventory.
Create a single truth loop between planning and execution. Planning uses the BOM to predict what should happen. Execution records what did happen. When the two diverge, the goal is to decide which data to fix. If the same component always runs short, either the BOM quantity is too low, scrap is too low, lead times are wrong, or inventory records are wrong. Without transaction history, you cannot tell which. With clear activity history and downloadable reports, you can narrow causes and decide whether the corrective action belongs in the BOM, the inventory process, or both.

Metrics, audits, and continuous improvement that stick
At some point, every organisation asks: “How do we know we have fixed it?” The temptation is to publish a single BOM accuracy percentage and declare victory. A better approach is to track a small set of operational measures that tie directly to planning quality and business impact, then use them as inputs to corrective action.
Inventory record accuracy is one example. Cycle counting guidance frames the purpose as identifying and rectifying discrepancies between physical counts and system records, and it provides methods for calculating inventory record accuracy as a KPI. The practical target is to drive accuracy as close to 100% as feasible so planners are not netting against fiction.
For BOMs, measurement can be approached like any other audit problem: decide what characteristics matter for planning (structure, quantities, units, revision, scrap, configured alternates), then test a sample of BOMs or high-impact items regularly. Formal audit standards define audit sampling as applying a procedure to less than 100% of items in a population to evaluate a characteristic. Translating that mindset to manufacturing operations, you can sample the BOMs that drive most spend or most schedule risk, instead of treating every BOM as equally urgent.

Audits should be actionable. An audit that finds errors but has no feedback mechanism becomes a report that people tolerate and ignore. Tie findings directly to change control. If a BOM fails because the released revision does not match what production uses, the corrective action should flow through ECO and revision control so the fix is traceable and shared across stakeholders.
A practical continuous-improvement loop looks like this: detect where records drift, diagnose whether it is a BOM issue or an execution issue, correct through controlled updates and process changes, prevent by standardising the rule that caused the issue, and measure whether expedites, shortages, and “system says we have it” incidents decline. Guidance on preventing stockouts points to inaccuracies caused by human error, miscounting, incorrect manual entry, and misplacing stock, reinforcing why the loop must target root causes, not just adjustments.
Over time, accurate BOM inventory planning stops being a heroic effort led by a few people who “know the system”. It becomes an operational routine. The BOM remains accurate because changes are controlled. The inventory plan remains believable because inventory actions are recorded quickly and traceably. Manufacturing operations becomes calmer: fewer surprises, fewer expedites, fewer hidden buffers, and more time spent improving the process instead of fighting it.






Leave a comment