Planned shutdowns and maintenance turnarounds (often grouped with outages as “STO” events) are some of the highest-pressure moments in manufacturing operations. They compress months of work into a fixed window where every delay has a visible price tag. A shutdown, turnaround, or outage typically means an asset, a unit, or an entire plant suspends operations until maintenance is completed and any safety and start-up checks are signed off.
That definition sounds neat on paper. In practice, STO work is a collision of scope, labour, access, safety controls, contractors, and one factor that quietly decides whether the schedule lives or dies: materials. A missing gasket, an incorrect seal kit, a valve actuator that was never ordered, or a scaffold tag that blocks access can quickly turn “planned downtime” into “unplanned extension”. Outage planning guidance repeatedly points to the same root cause pattern: when work is not thoroughly planned in advance, execution becomes a scramble for information, tools, and parts.
Inventory planning for shutdowns and turnarounds is not the same as day-to-day storeroom control. It is a programme of decisions that starts far earlier than most sites feel comfortable admitting. Turnaround maintenance planning is often described as beginning roughly 18 to 24 months before a planned shutdown, and it explicitly includes procurement of equipment and materials alongside the planning and execution steps.
The goal of this guide is to make shutdown turnaround inventory planning concrete. It lays out a practical method for building a materials plan from the work scope, preparing the storeroom and staging areas for predictable issue and return, and maintaining control during execution without turning the event into a paperwork festival.
Why Shutdown and Turnaround Inventory Planning Feels so Different?

Even strong storerooms can struggle during a shutdown because the event changes the physics of demand.
During normal operations, MRO demand is spiky but spread out. During an STO, demand becomes a surge that is tightly coupled to a schedule. If the schedule says a crew starts on a pump overhaul at 07:00, the parts must be physically available at 06:45, not “on order”, not “in receiving”, not “somewhere on a shelf”. Outage planning guidance stresses that the objective is to minimise delays, waiting, obstacles, and bottlenecks during execution, because those small delays multiply quickly in a compressed window.
Shutdowns also magnify the cost of missing parts because idle labour is expensive and often stacked. One missing item can stop not only a technician, but also a contractor, a permit window, a scaffold crew, and a crane slot. This is why many turnaround frameworks treat materials, tools, and equipment as a core element of task planning, not an afterthought.
A second difference is that shutdown work shifts from “fix what fails” to “execute a defined work list”. That changes what good inventory looks like. For a turnaround, you want:
- high confidence that the planned bill of materials is correct
- high confidence that reserved items are not quietly issued to other jobs
- clear staging areas and drop points so time is not wasted searching
- a disciplined returns process so unused parts do not become invisible shrinkage
A third difference is lead time exposure. Turnarounds are where long-lead items show up to punish late decisions. Planning guidance from major turnaround references highlights that procurement for turnarounds includes materials and expertise, and that cost and complexity rise when schedules change abruptly or when new work arrives after scope freeze.
Finally, shutdown work is full of “discoveries”. You open equipment, you inspect, you find worn parts, and suddenly the plan must adapt. Turnaround playbooks explicitly call out the need to plan for emerging work and “unplannable discovery” during STO execution. This means shutdown turnaround inventory planning is not just a purchasing exercise. It is a control system: defining what must be on-hand, when it must be on-hand, where it must be on-hand, and how you protect it from chaos once the event begins.
Building the Materials Plan from Scope to a Ready-to-Work Kit

The most reliable shutdown inventory plans follow a simple principle: the materials plan is built from the work, not from the storeroom catalogue. Planning literature on outages and turnarounds repeatedly frames task planning as including the determination of materials, tools, and equipment, plus the documentation that supports quality execution.
Here is a practical method that works across discrete manufacturing, process industries, and utilities.
Start with a scope structure that forces material clarity
Scope control is a recurring theme in turnaround guidance. Frequent and abrupt schedule changes undermine planning time and add procurement cost and complexity. A workable scope process includes a clear point of “scope freeze” and a defined method for handling late additions.
For inventory planning, “scope structure” means you need a consistent way to break down the shutdown work list so that materials can be attached to the part of the plant where they will be consumed. In practical terms:
- group work by unit/area/system, then by equipment tag
- attach each work order to a work pack (even if you do not formally call it that)
- require every work pack to have a materials list, tools list, and special requirements list before it can be scheduled
This is not bureaucracy for its own sake. It is the only way to prevent “Day One parts chasing” from becoming the default operating mode.
Treat the bill of materials as a living asset, not a one-off spreadsheet
In outage planning guidance, one of the clear planning elements is determining materials, tools, and equipment during the planning process, supported by site visits and proper scope definition. In materials management practice, kitting and staging guidance stresses that planners scope the work and identify the correct parts and materials, and that accurate bills of materials enable planners to order or reserve needed parts. It also warns that inaccurate BOMs reduce confidence, lead to delays, and drive makeshift repairs.
For shutdown planning, build BOMs at two levels:
- equipment-level master parts lists that represent what the asset commonly needs
- job-level pick lists that represent what this specific work scope needs right now
When a shutdown is over, feed discoveries and corrections back into the equipment-level list. That is how the next shutdown becomes easier.
Use criticality and lead time to decide what must be “insurance stock”

Spare parts planning is essentially a trade-off between holding cost and the cost of downtime. Academic work on shutdown maintenance models this explicitly by balancing spare parts ordering cost against expected project delay cost due to waiting for spares, highlighting that timely availability of replacement parts is necessary to complete shutdown maintenance according to plan.
Broader spare parts research also notes that non-availability of spares can create significant financial losses, and that spare parts demand is often intermittent and difficult to predict.
In practical terms, use a simple classification approach that combines:
- criticality to safety, compliance, and production impact
- supplier lead time and supply risk
- usage history and failure patterns (where data exists)
- substitution or repair options (can you machine it, rebuild it, or borrow it?)
The outcome is not “stock everything”. It is a defendable list of shutdown-critical spares and consumables you will not gamble with.
Build a materials timeline that matches purchasing reality
Turnaround planning sources describe planning as starting well in advance, with structured meetings, a locked-down work list, and full planning completion before execution. One outage planning timeline suggests a work list lock-down months before the outage and points to the disruption caused by adding work after that point, including part delivery issues.
Turnaround management guidance similarly frames planning as beginning 18 to 24 months before the event, with procurement as a key component, and emphasises that accelerating or delaying decisions can disrupt budgeting and long-lead procurement.
A practical, operations-friendly timeline (adapt to your site) looks like this:
- long-lead items identified early, with procurement actions launched as soon as scope is credible
- mid-lead items aligned to the “scope freeze” milestone
- short-lead and consumables built into a final verification and top-up window close to execution
- a controlled pathway for emergent work (including who approves it and how parts are sourced)
If the site has repeated problems with late discoveries, consider formal walkdowns and data validation during planning. Guidance on turnaround planning highlights that accurate, up-to-date equipment data supports proactive repair and spares considerations during event planning.
Design the work kit as the unit of execution
If you want a shutdown to run like a production line, the “unit of execution” must be complete before a crew starts. This is the logic behind kitting and staging.
Kitting and staging guidance defines a kit as the collection of parts, materials, and specific tools/equipment required to complete the work order, and staging as placing that kit in a designated secured location near the maintenance shop or repair location. It also links well-managed kitting to reduced downtime and improved technician productivity by cutting time spent queueing for parts or making repeated storeroom trips.
For shutdown turnaround inventory planning, treat every scheduled job as one of three types:
- kit-ready: all parts and consumables can be pulled from stores and staged
- mixed kit: some parts in stores, some direct purchase, some subcontractor-supplied
- engineered kit: spools, fabricated items, or major assemblies that need dedicated tracking and space
Then plan the kit flow: pick, verify, stage, protect, deliver, return, reconcile.
This is where many shutdowns begin to feel “under control”, because it shifts the site away from the belief that craftspeople should solve materials problems on the fly. Outage planning guidance is blunt that putting unplanned work on the schedule forces craftspeople to do planning work in the field, which slows execution and increases the chance of mistakes.
Preparing the Storeroom, Staging Areas, and Laydown Yards for the Shutdown Window

A shutdown is not just a maintenance event. It is a temporary supply chain built inside your plant.
If the storeroom and staging design are weak, the event will still “work”, but it will do so by burning overtime, expediting costs, and technician time. A maintenance and reliability publication from a professional body notes that robust storeroom practices, including kitting for scheduled work, allow technicians to spend more time performing work instead of researching and looking for spare parts.
The good news is that storeroom readiness is one of the most controllable parts of shutdown success.
Set up a dedicated kitting and staging system, even if it is temporary
Kitting guidance recommends that only planned work orders (including shutdowns and outages) be kitted and staged, and it describes practical controls: secure kitting areas, reusable containers, work order paperwork included in the kit, and clearly marked drop points.
For turnarounds, take that advice and make it more physical. Create:
- a kitting cell inside stores (or adjacent to it) with space to assemble kits without interrupting normal issues
- a staging zone close to the work areas, protected from traffic, weather, and loss
- a returns area where unused parts can be held for inspection and re-binning
- a quarantine area for items that need inspection before they can return to stock
The point is not to make it pretty. It is to make it predictable.
Make inventory location clarity part of the plan
Turnaround kitting guidance repeatedly returns to one theme: if parts are staged, and clearly labelled, crews start work faster and false starts drop. It even recommends tracking non-moving kits and reabsorbing kits when work is deferred or cancelled, because kits left sitting become a burden and a source of loss.
Location clarity is also essential when you are handling large shutdown materials: piping, scaffolding, valves, exchangers, motors, and fabricated items. Kitting and staging guidance notes that turnaround kits are often stored in allocated space that can accommodate large equipment and fabrication, with a material manager assigned to track and coordinate shutdown parts so they are not lost, used, or misplaced.
For many sites, the failure mode is not that parts are missing from site, but that nobody can find them quickly. Fixing that starts with an agreed physical layout: zones, labels, and a single source of truth for where items live.
Protect shutdown-reserved stock from “helpful” consumption
During the run-up to a shutdown, the storeroom faces a temptation: borrow parts reserved for the STO to solve a current breakdown. The logic feels sensible in the moment, but it often moves the pain into the shutdown window where it costs more.
A simple control is to reserve parts to work packs and then restrict issue unless there is a deliberate decision to de-scope the shutdown work or replace the item quickly. Kitting guidance emphasises that the storeroom can be overburdened if jobs are rescheduled or cancelled without discipline, and that kit management requires oversight and controlled access to staging areas.
If your current systems do not enforce this well, do it operationally:
- separate shutdown-reserved stock into a clearly marked zone
- use physical tags on bins, pallets, or cages
- assign a single accountable role (materials coordinator) to approve any release of reserved items
Plan the returns-to-stores and reconciliation process before the shutdown starts
Returns are where inventory accuracy is either restored or destroyed. Kitting and staging guidance recommends a designated returns area for extra or unused parts and stresses that a well-managed return-to-stores process is essential. It also notes that returned items should be controlled by certifying usability (not damaged or modified) before re-binning.
Build this into your shutdown design:
- define what “returnable” means for each category (sealed bearings, opened gasket kits, loose fasteners, calibrated instruments)
- define the inspection step (who checks, what evidence is required)
- define how quantities are adjusted back into inventory
- define what happens to leftovers that should not return (scrap, quarantine, vendor return)
This is not just about preventing loss. It also improves future shutdown planning because it tells you what you did not use, which is as important as what you did use.
CyberStockroom in Shutdown and Turnaround Inventory Planning
The hardest part of shutdown inventory control is not buying parts. It is maintaining shared situational awareness when everything is moving.
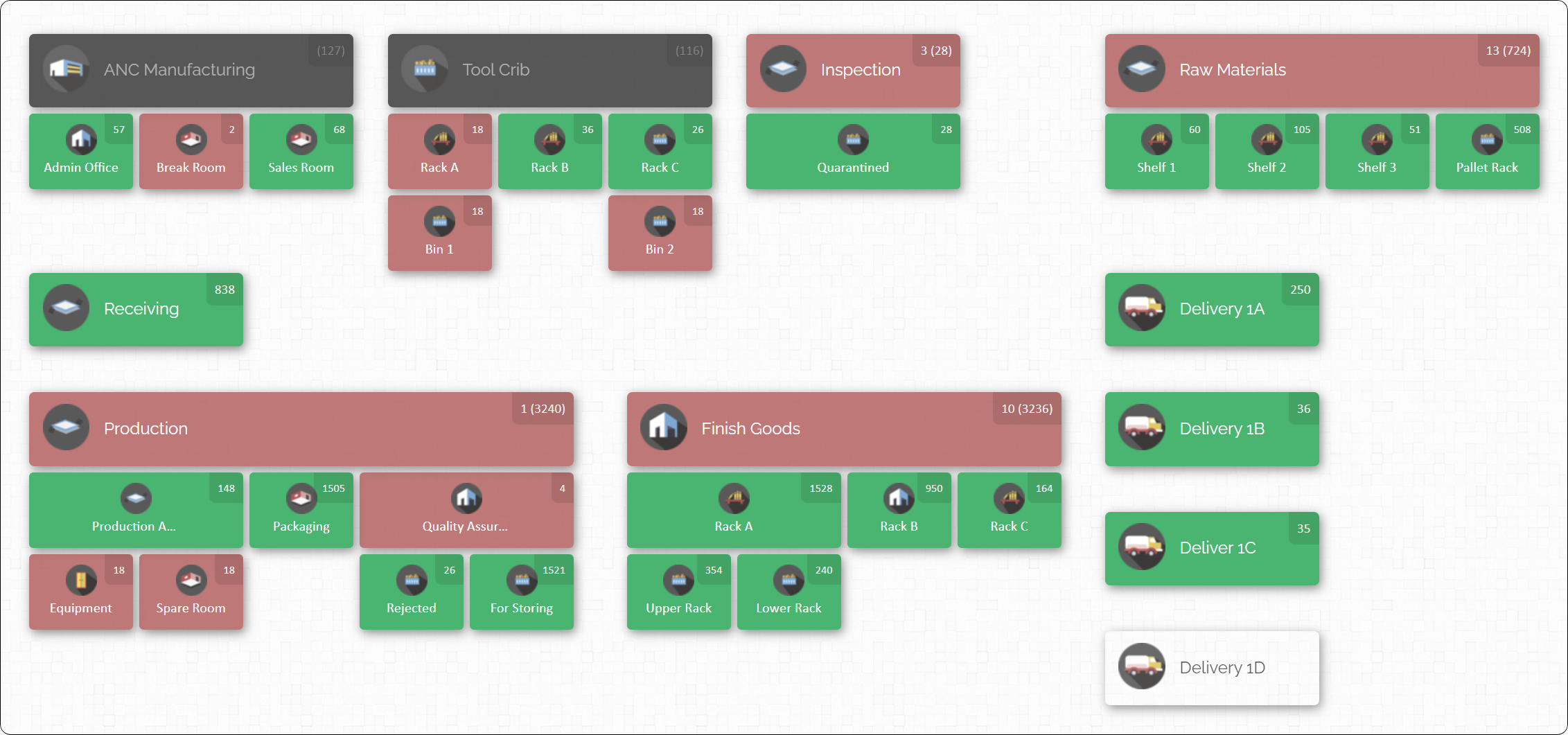
CyberStockroom’s positioning and documentation emphasize a map-based approach: you build a visual map of locations and sub-locations and use that map as the interface for viewing contents, performing transfers, and tracking distribution. The product pages describe actions such as viewing contents of a location, assigning images, barcodes and custom fields to items, adding items via manual entry, barcode scanner, or spreadsheet, and moving items between locations.
For shutdown turnaround inventory planning, the value of that approach is straightforward: turnarounds have a location problem. A part is not merely “in stock”. It is in a specific place: a bin, a cage, a staging pallet, a laydown zone, or a temporary shutdown store. Maps align better with how shutdown teams think, especially when you are managing multiple staging and drop points.
CyberStockroom’s own warehouse and laydown yard mapping materials emphasise tracking inventory by physical location across warehouses, laydown yards, and staging areas, alongside the ability to monitor movement via transfers.
How CyberStockroom Fits the Shutdown Materials Lifecycle

Map the STO footprint and temporary locations
CyberStockroom’s allows building multi-level location structures that mirror real layouts (for example, yard zone to container to pallet to bin) and making warehouses, laydown yards, containers, trucks, and staging areas part of a live map interface. In shutdown terms, this is how you represent:
- temporary turnaround staging areas
- contractor laydown zones
- quarantine zones for inspection
- returns zones for unused parts
- “work pack drop points” near the units
Once those locations exist, crews stop relying on memory and start relying on the map.
Attach criticality and planning data to items using custom fields
Shutdown spare parts planning depends on extra context: lead time, criticality, inspection requirements, associated work pack, reserved status, and substitution rules. CyberStockroom’s customisation materials describe using custom fields on products, alongside the location mapping concept. This supports capturing the specific attributes your organisation needs, not just product name and quantity.
For shutdown planning, common custom fields worth considering include:
- STO event identifier (for multi-event sites)
- work pack or work order reference
- criticality class (for example, “shutdown-critical” versus “routine”)
- inspection requirement on receipt (yes/no, or required checklist)
- “returnable after opening” rule for consumables
- reserved status and expiry (if applicable)
CyberStockroom will not decide these policies for you. It can, however, store and surface the information once you define it.

Use barcoding and quick scanning to reduce transaction friction
Shutdown execution is full of small transactions: check-in, check-out, transfers, and adjustments. These transactions often happen under time pressure, which is when manual data entry errors spike.
CyberStockroom’s barcoding feature page states that every interface accepts keyboard or barcode scanner input, that users can scan products and locations, and that it includes a “Quick Scan” tool for fast check-ins, check-outs, and transfers between multiple locations. Quick Scan is designed for many back-to-back transactions without refreshing or slowing down, and it lays out the steps for checking products in, checking products out, and transferring between locations by scanning location and product barcodes.
Why this matters in a shutdown:
- receiving can scan parts into the correct staging zone the moment they arrive
- stores can pull and then transfer items into a work kit location without manual re-entry
- a supervisor can move a kit from “kitting area” to “Unit A drop point”
- returns can move unused items into “returns inspection” and then back to stock
Support kitting with product images and attachments
Shutdown kits often include items that are easy to confuse: similar-looking seals, gaskets, bearings, fasteners, and instrument parts. Misidentification causes delays and rework.
For turnaround execution, a practical use is to attach:
- the correct assembly drawing or parts breakdown
- the inspection checklist or torque sequence
- the vendor documentation that confirms the right variant
- the purchase order or receiving evidence for direct purchase items
Use activity history and reporting to keep control during chaos
Shutdowns create accountability stress: parts move quickly, multiple crews touch the same materials, and loss risk rises.
CyberStockroom allows users to view and analyse past activity, filter history by user/activity type/timespan/location, and export activity history as a downloadable report.
In shutdown planning terms, this supports:
- investigating what happened when a reserved item disappears
- proving that a kit was transferred to the correct drop point
- auditing check-out patterns for high-value tools or spares
- reconciling what moved where during the event

Close-out Practices that Make the Next Shutdown Easier
Many organizations treat shutdown close-out as little more than administrative wrap-up. Forms get signed, costs get tallied, and the team moves on. That approach leaves significant value on the table.
A disciplined close-out process is one of the most powerful tools in shutdown turnaround inventory planning. When handled correctly, it transforms lessons learned into measurable improvements for the next event. The most effective teams conduct structured reviews shortly after restart and revisit them again in the months that follow, ensuring insights are embedded into future planning cycles.
From an inventory perspective, close-out has three clear objectives: reconcile, learn, and reset.
1. Reconcile Inventory to Reality
Reconciliation is more than counting leftover materials. It is about aligning planning assumptions with actual execution.
At a minimum, you should be able to answer:
- Which items were consumed as planned?
- Which planned items were not used, and why?
- Which emergent materials were required unexpectedly?
- Were those emergent items already in stock?
- Which items required expediting, and what were the cost and schedule impacts?
A disciplined returns-to-stores process forms the foundation. Returned materials should be inspected before being re-binned to confirm condition, completeness, and proper identification. This prevents contamination of future shutdown kits with incorrect or damaged parts.
However, reconciliation should not stop at the storeroom door.
To truly improve shutdown turnaround inventory planning, consumption must be traced back to the work pack level. If you cannot connect actual material usage to specific jobs, you cannot identify where planning assumptions broke down. Linking materials to scope provides the clarity needed to refine bills of materials, job templates, and future pick lists.
2. Learn What Your BOMs Got Wrong
No bill of materials is perfect, especially in complex plants with aging equipment, modifications, and undocumented field changes. Shutdowns expose those gaps.
Technician feedback is one of the most underused assets in maintenance inventory management. When a kit contains the wrong variant, an insufficient quantity, or unnecessary items, that information must feed directly back into planning.
Turn feedback into a structured practice:
- Require a brief “materials feedback” note for major jobs.
- Classify issues clearly, such as:
- Wrong variant
- Insufficient quantity
- Not required
- Late discovery or scope change
- Update equipment-level parts lists.
- Revise job-level pick list templates.
Over multiple cycles, this approach reduces uncertainty and builds confidence in your kitting process. Higher kit accuracy directly translates into more predictable execution, fewer stockouts, and less emergency purchasing during critical windows.
Shutdown turnaround inventory planning improves when every shutdown refines the data foundation for the next one.
3. Reset Policies for Critical Spares and Obsolescence

Spare parts planning is complicated by intermittent demand and wide material variety. Shutdowns amplify this complexity.
After restart, reassess your assumptions around critical and insurance spares:
- Which high-value spares were held but not used? Are they still justified?
- Which materials caused delays because they were unavailable?
- Should any of those items be designated as shutdown-critical stock?
- Which parts became obsolete due to equipment upgrades, revamps, or design changes during the shutdown?
Capital upgrades introduce immediate risk to spare parts strategy. A single equipment change can invalidate an entire set of legacy components. If this is not addressed promptly, your storeroom may carry expensive items that no longer serve operational needs.
Close-out is the ideal time to reset min-max levels, criticality rankings, and shutdown-specific stocking strategies based on real experience rather than assumptions.
4. Use a Small Set of Readiness Metrics That Tell the Truth
Metrics only add value when the team trusts them. Complicated dashboards often obscure more than they reveal.
Focus on a small, practical set of indicators that directly reflect shutdown inventory performance:
- Kit completeness at “ready to schedule”
- Stockout incidents during the shutdown window
- Number of emergency purchase orders and expedites
- Turnaround time for processing returns
- Inventory record accuracy for shutdown-critical materials
Some organizations establish kitting rate benchmarks, distinguishing between routine corrective work and shutdown-specific items. Targets should reflect your plant’s maturity, complexity, and constraints. The key is consistency across cycles.
These metrics provide early warning signals for the next event and highlight where process discipline is slipping.
5. Embed a Post-Outage Critique Rhythm
An effective shutdown plan does not end at restart. It includes structured critique sessions as part of the overall planning timeline.
These reviews should:
- Capture material-related bottlenecks
- Document emergency purchasing root causes
- Identify recurring planning errors
- Assign clear ownership for data corrections and policy changes
When documented and tracked, these improvement items become inputs for the next shutdown’s preparation phase.
Treat close-out as the first milestone of the next turnaround.
Turning Close-Out into Capability
When shutdown close-out is handled casually, organizations repeat the same material issues cycle after cycle. When it is treated as a structured operational discipline, it builds a durable capability.
Reconcile what happened.
Learn from what went wrong.
Reset policies based on evidence.
When these steps become routine, shutdown turnaround inventory planning shifts from reactive firefighting to controlled execution. The next shutdown becomes easier not because the scope is smaller, but because the organization is smarter.






Leave a comment